Tom O
Ultra Member
Here’s a whole slew of threads to bookmark.
Bookmarked!Here’s a whole slew of threads to bookmark.
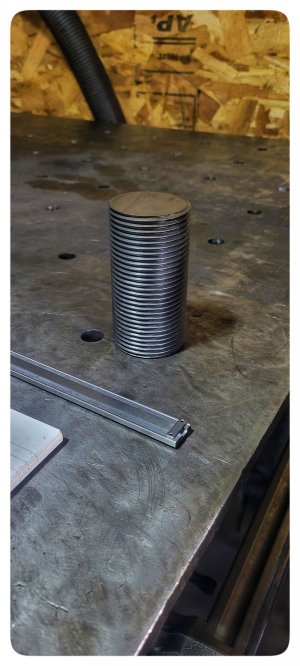
I left them slightly tight, thread in by hand but takes some effort to hopefully keep them from wobbling.











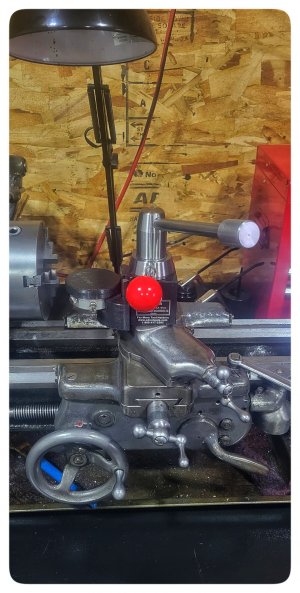
Seeing how far off from vertical I was. My other option was to just wing it lol.What is this thing and what are you doing with it???

Seeing how far off from vertical I was. My other option was to just wing it lol.
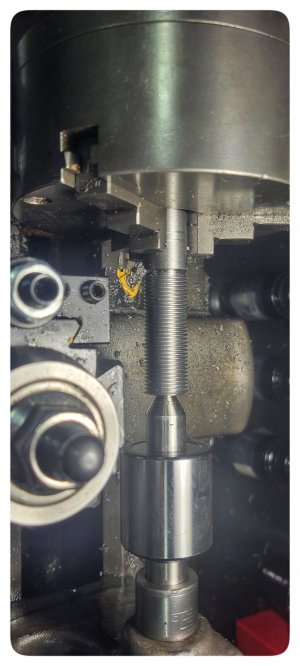
I set it like so then brought the endmill down alongsidee the stock, marking it with a sharpie as I moved the x axis along the width, then pulled it out and hacked off most(should have took more)of it with the band saw
Checked runout in the 3jaw - .010" ouch, removed the backing plate & clocked it to a different hole and got it down to .003"
I can't say for 100% sure. But I'm 95% sure when I got the lathe I disassembled the chuck completly to clean it and can't remember if I marked it to reorientate. Should have obviously checked before now but haven't made anything in it too important, or anything that I didn't cut off after turning. Still funny tho!It is perfectly normal for machinists to clock their chucks like that. If it works it works right?
I use a letter punch to make the Letter "O" next to any one of the cam sockets on my D1-5 spindle nose. Then I mount the chuck and put a sharpie mark on the chuck next to the stamped O and then measure runout. I do at each stud in sequence till I know which stud next to the O provides the lowest runout. With 6 studs to try, odds are good one will be notably better than the others. A retest is looking for differences is required. Different results suggest a hidden problem that needs to be solved before finally putting a punch mark next to the best stud. After that, you just line up the index O's whenever you reinstall that chuck.
I'm glad you found one better than the others.
I should have also said it's a magnetic angle protractor. I think this style welders use, not sure if that's who it's aimed towards.What is this thing and what are you doing with it???