@jcdammeyer Hey John - looking at your ELS kit - are there other things that need to be added? MPG dial, power supply, project box, stepper motor? and ?
Yes. It was a kit designed to save the end user money by sourcing many parts locally in their country. I sold very few in Canada. Others went to Australia, UK, Europe, South Africa etc. To ship motors to Canada and then reship to another country was by consensus way too expensive.
So users bought the following themselves.
1. 12V AC adaptor for the ELS
2. Appropriate power supply for their motor systems
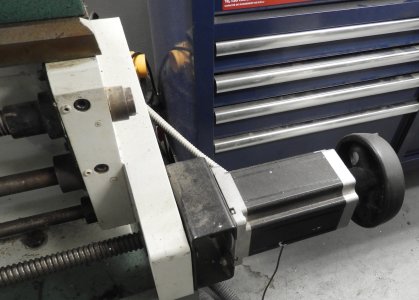
3. Appropriate motor, couplers or belts and pulleys etc for their unique system.
4. Either optical or hall sensor for the 1 PPR spindle.
5. A box of some sort for the ELS and for their motor hardware.
6. I was selling keypad overlays. A friend on Saltspring made a silk screen for the white mask. I can now provide that here since I have the laminater and laser printer.
7. Also recommended was some sort of break out board to simplify swapping back and forth between a PC for MACH3 or LinuxCNC and the ELS. This way you can have an quadrature encoder connected to the lathe but use a 1 PPR index pulse for the ELS and MACH3 but full quadrature for LinuxCNC if wanted.
Note that to combat electrical noise the ELS requires a long index pulse rather than that short one from full quadrature encoders. There are ways to make that work though.
I now supply a 3D printed knob for the MPG. It's a detented 16 pulse per rev (64 units per rev in quadrature) with a momentary button when you press down on it. You can select 00.001 or 0.010 etc for distance per click. I bought enough of those to make all 200 boards. A few years ago that model of encoder was discontinued so a new PC board would be required anyway.
Or, since there's a spot on the board for a keypad connector one could built the board without the buttons and make a separate board that has more than 35 buttons and a panel mounted MPG. The LCD pinout is also designed for up to a 4 line unit but that does require other software.
I built just this one to demo the concept. Haven't looked further into LCD displays with 4 lines. Between the ENTER and the L-JOG button is the keyboard expansion strip. Wires or header pins could be soldered where the MPG goes for an external encoder from China.
It's no longer worth the money to put the stepper motor driver right on the PC board.
One project I did with it added this relay and optically isolated input board. Also had A/D and stationary battery current sensor. It plugged into the jumper block on the bottom of the ELS.
And was designed to also run stand alone with it's own processor and RS232 + CAN bus connection.