Former Member
Guest
www.shars.com download their catalog goto page 107 to 140 they have a good selection and read. Better than KBC unfortunately.
When I use round inserts for finishing purposes, my depth of cut might be 10 to 5 thou or even less. So the cut does not involve the entire radius - only a very small arc of it.
For the best finishes, I don't use the round inserts either, I use a hss shear tool. And of course, it all depends on what you are after.
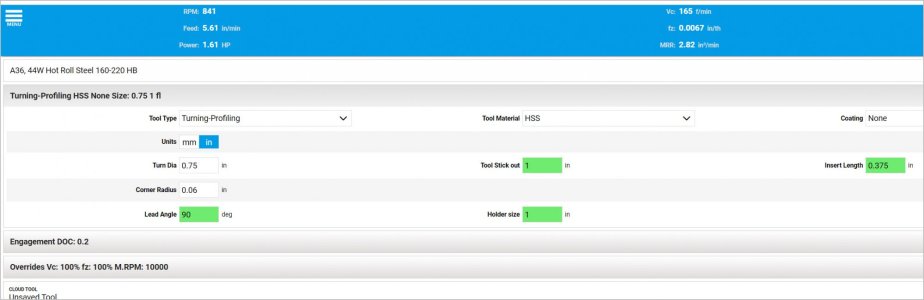
FSWizard app
Susquatch using your example 0.005-0.010" DOC range, still a distance below the minimum recommended RNMG. But lets assume the finish is spectacular, that DOC value presents a more challenging operating strategy. Because if you want to hit finish AND dimension simultaneously, say a shaft to fit a bearing, you step in say 0.010" increments. If you are off 10%, that's 0.001". If you select the UEU finisher, the increment step cane be is 0.002", 10% deviation is 0.0002"
If I'm misunderstanding interpretation of the plots please let me know. Pretty sure we have chatted this topic in the past, because my next line is.... what would be REALLY useful is to see HSS on the same format plot. Ever seen references along those lines?
I'm going to mess things up a little and back track to interrupted cutting with....
Let the fur fly.
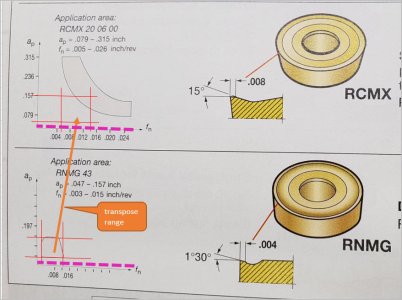
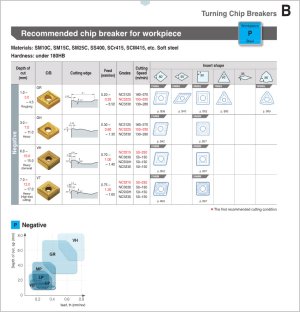
Hi Peter, with those round inserts by Sandvik, the RCMX info is based on an insert size of 20mm (0.787"), while the other one the data is for a 1/2" insert. That's why the max depth of cut is so different between the two. So you can't compare the two. Plus the RCMX has 2x the edge width (0.008") compared to the other. The wider the edge, the stronger, designed for roughing.Maybe some of the folks who do his for a living can comment if I'm interpreting the insert manufacturer recommended operating envelope properly (the little chart that typically accompanies the insert description), or if I'm out to lunch. I do accept that this is 'recommended' & likely focused on their customer base (predominantly CNC machines). But OTOH the world doesn't explode if you operate slightly outside the range on a hobby lathe. But just in general terms, does this logic go around?
if I take @thestelster Sandvik catalog showing the 2 round inserts, a couple observations
- they appear to be for quite different purposes despite both being 'round'. I marked up the operating range from RNMG & superimposed onto RCMX. RCMX appears to be a substantially more aggressive operating envelope, both in terms of DOC & feed
- the RNMG envelope base (the minimum DOC) is 0.047" That is a healthy cut
- for visual reference I drew a 0.002" DOC (dash pink line) just to provide a common reference. No logic to selecting that particular value other than many of us can relate to that as being somewhat like a 'finishing cut' in our hobby domain, creeping up to a target dimension finish on something important. Notice how pink line is substantially below the envelope of both RNMG & RCMX range, but its way below RCMX
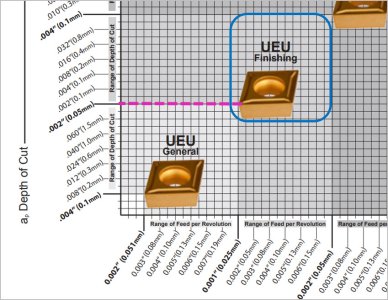
I grabbed Dorian catalog randomly, link below. They have lots of finishing inserts listed, majority of which are faceted (non-round).
- Screen grab shows their operating range, a bit different format but I think consistent units? I made a boundary box (blue) around the finisher
Excel plot shows the 3 inserts superimposed to each other. I didn't capture the RCMX curve envelope quite correctly, but you get the general idea.
- look at the 0.002" DOC pink line relative to the faceted insert. It seems it is designed for this type of skimming
@Susquatch using your example 0.005-0.010" DOC range, still a distance below the minimum recommended RNMG. But lets assume the finish is spectacular, that DOC value presents a more challenging operating strategy. Because if you want to hit finish AND dimension simultaneously, say a shaft to fit a bearing, you step in say 0.010" increments. If you are off 10%, that's 0.001". If you select the UEU finisher, the increment step cane be is 0.002", 10% deviation is 0.0002"
If I'm misunderstanding interpretation of the plots please let me know. Pretty sure we have chatted this topic in the past, because my next line is.... what would be REALLY useful is to see HSS on the same format plot. Ever seen references along those lines?
Hi Peter, yes you're right, it doesn't change the results for different nose radii. Perhaps on the pay version it works? But most everything else it does. Once you change an input, click somewhere else on the screen and it will change to the correct values.@thestelster do you need to create an account to run? When you say app do you mean phone or PC or does it make a difference?
Looks like it has some useful calculation metrics, but it doesn't seem to be responding to new inputs. I was hoping to evaluate HP as a function of nose radius for HSS.
Thanks for posting the Dorian link. I added it to the insert reference thread.
Also not going to comment on the Dorian data or your interpretation of it. Maybe some day after I get some inserts and holders of that quality.
Hi Peter, with those round inserts by Sandvik, the RCMX info is based on an insert size of 20mm (0.787"), while the other one the data is for a 1/2" insert.
Just to clarify, Dorian is above my pay grade. I'm just a catalog grazer. I have a few euro toolholders purchased from KBC a while back. Decent quality (for me) & it was still less than the big boy brands. I also sampled a few inserts from the likes of KBC & Travers. Once I started buying from Ebay sellers (sometimes Ali too but I'm more picky) I was hard pressed to tell the difference to justify the cost, so that is what I've stuck with. Now is my Ebay Korloy a real Korloy? I don't know. But my experience thus far is I cant wear them out fast enough in my lifetime to fret about it when a box of 10 is $25 or whatever. Most chipped edges are self inflicted, but I also don't do much heavy cutting or hard material turning. The biggest performance/finish differences have been the type of insert itself. The Ebay suppliers take the $ sting out of trying others. Recently I tried some optimized for stainless & they did seem better than the general steel ones I used prior. The Ebay/Ali toolholders seem to be semi hardened 4140. Nothing special but they seem to do the job.
I am referencing Susquach's post here, but throwing this out to all interested on the board here.In fact, that's sorta what started me on this journey. If KBC inserts are so much better, then maybe I should try a few other types...... I wonder what the guys who do this all the time use.......
To answer Susquatch's original query, I have used predominantly dnmg 432 to 435
coated inserts, mostly Sandvik, since 1979. A right hand tool holder with 2 degrees of lead allow me to turn, face and plunge which is a real timesaver when you want to make chips.
Without focusing on a brand of insert here....
These are my go to inserts daily for turning. Both CNC and manually.
They are mid grade with several layers of coating.