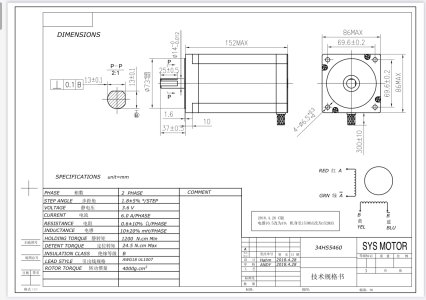
Show a spec sheet with torque increasing or HP staying constant as frequency moves down from line.
This is our fundamental disagreement. Your claim is correct, my problem is that I don't care if the HP goes down. I fully appreciate and I agree that the amount of work I can do in a given amount of time goes down with RPM below 60 Hz. I am ok with doing less work. That doesn't mean I can't get the job done.
The way I see it goes like this. Most machinists want bigger machines. Those who machine for a living have huge high horsepower machines for a reason - productivity matters. If you don't have high productivity you go broke.
A hobbiest can't always afford the big machine no matter how much he might like one. So he must usually figure out how to get the job done with what he has. If that means fewer pounds of chips per hour, or less water pumped per hour, or whatever, so be it. A VFD can help make that possible.
Agreed, however I'm speaking in practical terms to give the OP info on how to or not proceed.
Ya, you hit home with that one. I'm a bit worried that we are drowning
@Marc Moreau with our debate. I'm also worried that many others who might be in his boat cannot follow the nuances of what we are discussing. As others have said, a lot depends on whether or not he gets a VFD Rated motor. Although you can run a non-rated motor at the low speeds we are discussing, you can't do it for very long without damaging it. So practically speaking, we are not gunna do less than maybe 50% of rated rpm or more than about 125% of rated rpm. Both numbers are what I have found to be recommended by many VFD motor manufacturers.
The motor on my mill is a zero rated VFD ready motor. It doesn't need supplemental cooling even at 0 rpm and the bearings are rated for well over double the 60Hz speed (120hz). I do not push those limits. Right now, my VFD is programmed to operate between 6 and 120Hz. That's a 20:1 speed range. It performs flawlessly within that range. However, I don't push its limits, and I don't hesitate to use the back gear and sometimes even the pulley system to generate more torque or speed as needed. But I got a great deal on the motor. I'm not advocating that everyone else run out and buy one of those puppies. I've been looking for one for my lathe. It hasn't happened yet.
What feed rate do you propose to drill a 1/2" hole with 1/20HP? 1/10,000 per rev? The edge any mortal could put on the drill would simply skip over surface, i.e. would not be sharp enough to set up a shear plane for so small a chip.
Yes, I considered that myself as I suggested it. I wondered if you would challenge the sharpness limits. You didn't disappoint me! But I am a bit disappointed that you didn't raise the issue of surface burnishing. LOL! Regardless, that's what happens when you push a debate to its limits. Both of us have done that in this discussion. Although I could suggest drilling with a diamond drill bit, it's a silly adventure only intended to avoid being backing into a corner. As you suggest, I'd prefer to stay on the important points that are meaningful to us as hobbiests, not whether or not the theoretical limits are practical or vice versa.
Whatever the feedrate and time, wouldn't you agree that 1/20HP at the drill and ages to drill a hole is suboptimal compared to 1/2 HP (ignoring losses) via a mechanical transmission at the drill and minutes to make the hole? Thats what matters to the OP's inquiry and was my point.
I agree with your point totally.
I especially agree that the OP and other reader's benefit more from a practical discussion of what they can or can't do (or should do) to realistically achieve their goals. Since I would never practically recommend drilling that slowly let alone run a motor that slow, it comes back to my initial recommendation which I believe is totally practical and I hope that you agree with which is:
Keep the belt pulley system to provide the torque multiplication or high speed needed on occasion and get a VFD to minimize the number of belt changes required on a regular basis and to facilitate fine tuning to the desired performance. This latter benefit can be maximized by getting a VFD rated motor which provides a much wider frequency/speed range than a regular duty motor does. But that has to be weighed against the higher cost.
 .
. and that wasn't my intention. It's just that I feel picking an HP value, de-rating it and then using that as an "it can't be done" is not the best approach. I have yet to figure out how Sears came up with 4.5HP for my shop vac.
and that wasn't my intention. It's just that I feel picking an HP value, de-rating it and then using that as an "it can't be done" is not the best approach. I have yet to figure out how Sears came up with 4.5HP for my shop vac.