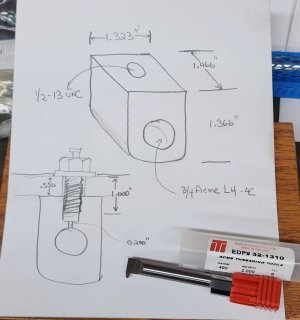
Vertical location:
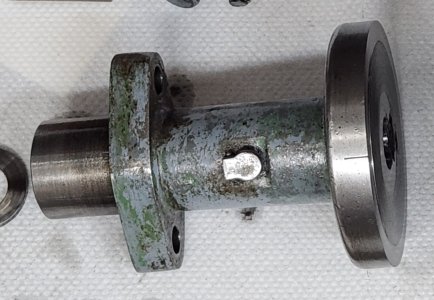
I would make a close fitting “plug” to stick into your carriage bore (green arrow). The plug would be split in half for some distance. Slide your cross slide out towards you so it overhangs a bit. Use adjustable parallels to measure the distance from the center of the bore to the underside of the cross slide (Red arrow). This dimension is the same on the nut - center of the lead screw to the underside of the cross slide.
Lateral location:
I am almost certain that SM located the retaining bolt in the cross slide inline with the lead screw from factory. You could always confirm that with a measurement: stick a long enough dowel through the same bore. Make a transfer punch and stick it down from the top to mark the dowel. You’ll know right away if you are centred or not.
View attachment 45400
View attachment 45401
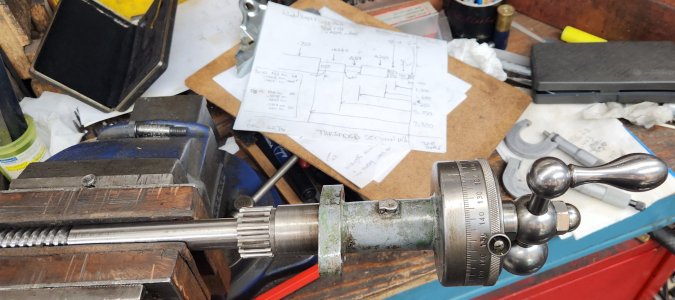
 Nice looking work on the leadscrew stelster , been following along .
Nice looking work on the leadscrew stelster , been following along . ")





 !
!