Susquatch's Adventures Page 4 - Turning with HSS.
Nobody should be surprised that I really like HSS turning. So many things you can do with it, so forgiving, so easy.
Just learn to grind reliefs, nose radii, and buy decent blanks.
At first I bought small 1/4" blanks cuz they were cheap. But other than a few special applications, I pretty much buy 1/2" and even 5/8" now. My BXA Tool Holders are 5/8.
All the reasons others like HSS apply to me too. I especially agree that learning to grind, understanding reliefs, cutting edges, nose radius, etc etc etc are all very valuable knowledge and skill sets. Despite using carbide inserts a fair bit, I do not advocate inserts for new machinists. There - I said it out loud.
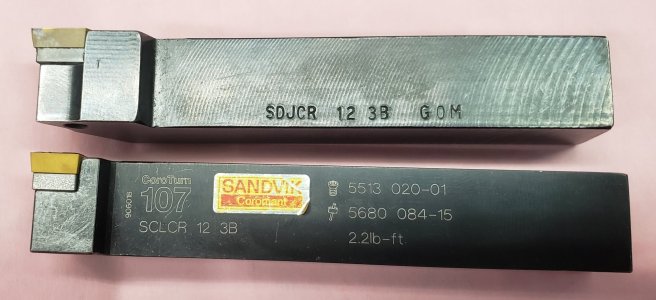
If a new machinist really wants to start turning before grinding, go get a set of these. The quality is great and they work right out of the box. This is probably my 4th set.
And here is what I usually buy. I like 5% cobalt. It holds an edge much longer.
With that, here are a few examples of all the things you can do with HSS. Good luck finding comparable inserts.
This is a special chamfer tool. It cuts a nice radius on the inside or outside of a tube or drilled or bored hole, or on a shoulder.
This is a shear tool. It shaves the surface leaving behind a beautiful finish.
And from left to right are:
A really tough turning tool for bulk material removal. It looks rough and is rough, but the edges are well honed. This thing will take off a lot of metal very fast. Note the heavy top rake to bend the swarf out of the way.
A really sharp pointed tool for getting into really tight places
A front end shear tool
A 45 degree chamfer tool - use forward or reverse to chamfer the edge you want.
A deep inside threading/boring bar combo. (threading coming up soon).
If you look closely at the second and third tool, you will see that they are shimmed to fit the tool holder more solidly and also to put the business end where I want it.
Honestly, I cannot imagine life with a lathe without HSS. It does everything and anything. The tools don't need to be fancy. These are just the ones I use often enough to dedicate a holder to them.
")

")