Sorry! My 13A isn't here yet!
The rest of us are counting on you Ian! And the whole world is watching too!
Sorry! My 13A isn't here yet!
No pressure thoughThe rest of us are counting on you Ian! And the whole world is watching too!

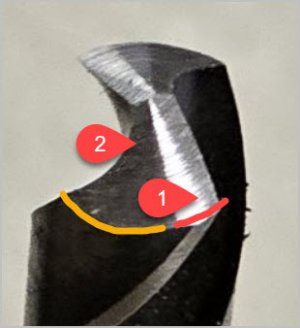
with the whole world watching maybe @Canadium will want to just disassemble the end of his unit and place each of the two plates circled in the image below on a photocopier and scan them along with a ruler.The rest of us are counting on you Ian! And the whole world is watching too!
Ok, I do not believe the Vevor sharpens a drill with a true 4 facet grind. I am most likely wrong. If the drill is turned in a eccentric path around the stone you are preforming a conical sharpening of the drill bit. The bit is then given a relief angle. (on the 13A.) This is not 4 facet sharpening.
Conical sharpening will produce a center chisel that is flatter then a true 4 facet grind.
On both the Vevor models, the first step of sharpening the drill is a conical sharpening of the drill. It is not facet sharpening. You can not produce a 4 facet drill with a conical sharpening.


I have noted the recent change in their products.
John, do you think that modifying the Vevor 13b to sharpen end mills is doable?To grind milling cutters the tool seat is moved 90 degree to present the end mill to the face of the wheel at a 2 degree offset IIRC. The tool setter is different too.
View attachment 56916
Can you sharpen carbide mills with diamond wheels? I think that does not work, but HS cutters would.John, do you think that modifying the Vevor 13b to sharpen end mills is doable?
I think most of us would be in the market to either buy one or try to make one ourselves if there were plans.
When I ordered the Mag drill from them, I expected more chinese junk, and I am totally stunned at the quality of this tool.
Really Susq!!! Why isn't EVERTHING in your FARM shop a write-off??? - you NEED to find a new accountantThis one would be a writeoff for me
This one.I keep looking at mag drills for farm machinery repair. This one would be a writeoff for me. Which one did you get?

Can you sharpen carbide mills with diamond wheels? I think that does not work, but HS cutters would.





I sat with my brother and discussed these machines at length while looking at marketing videos of all the products.John, do you think that modifying the Vevor 13b to sharpen end mills is doable?
I think most of us would be in the market to either buy one or try to make one ourselves if there were plans.
You can sharpen carbide drills and end mills with the 13A or B and a diamond wheel. Which is why it is worth the price of upgrade to get the 13BCan you sharpen carbide mills with diamond wheels? I think that does not work, but HS cutters would.