What size tool holders or tool bits is your lathe capable of using?I'm interested in gettng some carbide insert tooling for threading, but 'can't make head or tail' of all the choices. So I would really appreiate specific recommendations - not just the store, but the actual insert and insert holder/tool. Thanks in advance!
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Threading - 29.5/30 vs 90
- Thread starter Susquatch
- Start date
VicHobbyGuy
Ultra Member
It's a 7x14 lathe with OXA tool post and holders. To align to spindle center, it's easiest for me to use 8mm tools; 10mm usually can work also. I have some insert holders and inserts for turning, just nothing for cutting threads. I'm using a home ground HSS 60 deg thread tool and it works OK but I find it tricky to get the 60 deg. angle and nose radius exactly correct.What size tool holders or tool bits is your lathe capable of using?
I might not be all that helpful but I'll try. I went back to my notes & looks like I got my external toolholders & inserts from 2 stores: Leader & Beyond. I pasted the store home page below. But this is going back 3-4 years ago likely dated information. Seems like some Ali stores are a bit nomadic & searching for stuff can be a PITA. Just now I typed in one of the common shanks SER1212H11 & got many hits (attached screen grab), but most of the stores I don't recognize (mostly because I haven't bought any recently). But seems like the same stuff, holders 8-12$, pack of 10 inserts 30-40$. Sometimes the same sellers can be found on Ebay, but pays to check prices & shipping etc.What store did you get your inserts and holder on Ali?
Leader
Beyond (now Oyyu?)
Ebay random hit

SER1616H16 Lathe Turning Tool Holder+10Pcs 16ER AG60 Threading Carbide Insert | eBay
Find many great new & used options and get the best deals for SER1616H16 Lathe Turning Tool Holder+10Pcs 16ER AG60 Threading Carbide Insert at the best online prices at eBay! Free shipping for many products!
www.ebay.ca
Attachments
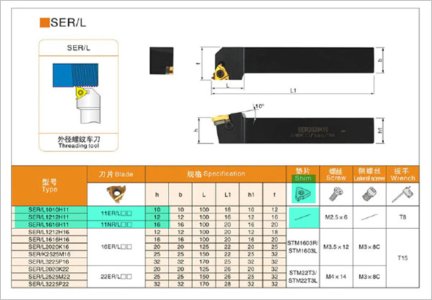
Its slowly coming back to me. I stayed within the (10,12,16mm) shank sizes because those fit my tool holder & do not require anvil (green shade on matrix). This system is consistent with Carmex where bigger or different inserts can benefit from anvils to alter the effective angle. It gets confusing but generally those were outside my application.
I had to chuckle looking for the Oh-so-convenient tool shank cross reference table buried way down the Oyyo/Beyond link. Like don't bother us with your questions. Just waste your own time reading our crappy website & just click buy already. Sheesh.
Also internal inserts are different than external! (personally I think there are better options like Ali 60-deg carbide bars to accomplish threading but maybe that's biased to my own work)
I had to chuckle looking for the Oh-so-convenient tool shank cross reference table buried way down the Oyyo/Beyond link. Like don't bother us with your questions. Just waste your own time reading our crappy website & just click buy already. Sheesh.
Also internal inserts are different than external! (personally I think there are better options like Ali 60-deg carbide bars to accomplish threading but maybe that's biased to my own work)
Attachments
I'm a straight in kinda guy! I started all askew in my early life, but I've straightened up and fly right now.
I only use carbide inserts. Hopefully I can show my methodology properly in these pictures. I set up the compound so it will advance the cutter in the Z-axis when the time comes, dial set to zero, and backlash taken up. I have to cut 16tpi thread. According to the Sandvik chart my infeed (@90°) is 0.041". So I go ahead and thread that part to a depth of 0.041". Doing so does raise some burrs and the thread flanks are a little rough. I will use a file to remove the burrs and bring that part to the original OD. I try to screw the action in, and it starts, but stops within 1 rotation. I now use the compound, it was at zero, I back it up a fair bit and then advance it(taking up the backlash) to 99 (.001" before the zero). I move the cross-slide to 0.041", and make a cut. This cleans up the trailing flank of the thread. I test fit the part, it now screw is two rotations before it stops. I advance the compound towards the chuck +Z .001, move the crosslide to 0.041", and make a pass. This cuts on the leading flank of the thread. Test, and repeat moving the compound in 0.001" increments. I had to remove a total of 0.004" of material from the flanks of the thread for the action to fit perfectly.
On those cards: the one on the left shows how many passes, and depth of cut in the X-axis.
The card on the right:
According to Sandvik, a topping insert of 16tpi, has a nose radius of 0.008". The threading insert I use is non-topping, and has a nose radius of between. 002"-.004". So, when I cut the thread (before I used the compound), the root radius was between. 002-.004, and probably closer to the larger value since its been used many times. And the action wouldn't fit, because it was too tight, but by moving the compound in the Zaxis by 0.004, it now matches up with the topping value would be, and lo and behold, it fits.
Sorry, I somehow missed your post.
So you used to do 29 but now do a 90 plunge with inserts.
Was there a reason that you switched?
That's a nice clean thread. Nothing wrong with that. I like your approach to making the thread fit too.
Did you order threading mics yet? If not, wanna borrow mine to try them first?
@SusquatchSorry, I somehow missed your post.
So you used to do 29 but now do a 90 plunge with inserts.
Was there a reason that you switched?
That's a nice clean thread. Nothing wrong with that. I like your approach to making the thread fit too.
Did you order threading mics yet? If not, wanna borrow mine to try them first?
I used the 29° infeed when I was taught in high-school. My most difficult aspect in the process was shaping the HSS tool bits for threading. For turning you have a lot of leeway, but for threading they have to be precise since they are form tools. I switched to carbide inserts when I saw a Sandvik catalogue. The information in those catalogues is amazing. Inserts are simple, no mess, no fuss, convenient, exact dimensions, last longer, cut turn at much higher speeds, cut harder steels, return to zero repeatability, no need to adjust tool height/no shims required, (I don't have a QCTP), resists built-up edge, can give a mirror finish at correct speed/feed, different inserts for optimizing finish in different materials, and using the same tool.
I have not ordered those mikes yet. Thank you so much for the offer. I probably will eventually, but because I do mostly one-of's, where the thread is matched to it's mate, I have no immediate need. If I was making fasteners in bulk, then yes, definitely.
@VicHobbyGuy I use mostly Sandvik tools and inserts, but their small threading tool is 1/2" shank. I do have a Tool-Flo tool and inserts, which are just as nice. And they do make an external thread tool in 10mm. FLO-LOCK FLSR-1010M2, and using their insert FLTF-2R which is non-topping and will do threads from 14-44tpi. But there are tons of others. Just go into their catalogues.It's a 7x14 lathe with OXA tool post and holders. To align to spindle center, it's easiest for me to use 8mm tools; 10mm usually can work also. I have some insert holders and inserts for turning, just nothing for cutting threads. I'm using a home ground HSS 60 deg thread tool and it works OK but I find it tricky to get the 60 deg. angle and nose radius exactly correct.
VicHobbyGuy
Ultra Member
Thanks, @thestelster . I appreciate the suggestions. The "tons of others" is the problem!@VicHobbyGuy I use mostly Sandvik tools and inserts, but their small threading tool is 1/2" shank. I do have a Tool-Flo tool and inserts, which are just as nice. And they do make an external thread tool in 10mm. FLO-LOCK FLSR-1010M2, and using their insert FLTF-2R which is non-topping and will do threads from 14-44tpi. But there are tons of others. Just go into their catalogues.
") I ordered a SER1010H11 holder and some inserts from AliExpress- with cheap stuff I can afford "buying the wrong one" mistakes. Finding a supplier for 'name-brand' high quality stuff is a challenge, and when I do, the prices (and shippng costs) often tend to be breathtaking.
I ordered a SER1010H11 holder and some inserts from AliExpress- with cheap stuff I can afford "buying the wrong one" mistakes. Finding a supplier for 'name-brand' high quality stuff is a challenge, and when I do, the prices (and shippng costs) often tend to be breathtaking. VicHobbyGuy
Ultra Member
+1 on that.@Susquatch
My most difficult aspect in the process was shaping the HSS tool bits for threading.
@Susquatch
I used the 29° infeed when I was taught in high-school. My most difficult aspect in the process was shaping the HSS tool bits for threading. For turning you have a lot of leeway, but for threading they have to be precise since they are form tools. I switched to carbide inserts when I saw a Sandvik catalogue. The information in those catalogues is amazing. Inserts are simple, no mess, no fuss, convenient, exact dimensions, last longer, cut turn at much higher speeds, cut harder steels, return to zero repeatability, no need to adjust tool height/no shims required, (I don't have a QCTP), resists built-up edge, can give a mirror finish at correct speed/feed, different inserts for optimizing finish in different materials, and using the same tool.
I have not ordered those mikes yet. Thank you so much for the offer. I probably will eventually, but because I do mostly one-of's, where the thread is matched to it's mate, I have no immediate need. If I was making fasteners in bulk, then yes, definitely.
OK, I follow you.
Many of the reasons you provide are the same as my reason for liking hss inserts. Especially the ARWarner ones. They have a perfect grind.
They would probably work fine with 90 degree plunge threading too. But the main advantage of HSS is interrupted cuts and much lower cutting speeds.
I wanted to try those inserts, but I sent 2 emails to them with no response, and phoned twice. Once leaving a message and the other time actually speaking to someone. Gave him my order, and he said he would get back to me with total cost. Never did. I gave up.OK, I follow you.
Many of the reasons you provide are the same as my reason for liking hss inserts. Especially the ARWarner ones. They have a perfect grind.
They would probably work fine with 90 degree plunge threading too. But the main advantage of HSS is interrupted cuts and much lower cutting speeds.
But the main advantage of HSS is interrupted cuts and much lower cutting speeds.
Has this been your own personal experience? If so what kinds of problems were you having with carbide threading inserts in the past that HSS proved better? Like carbide fracturing or surface finish or....?
As I mentioned in my post with the stainless steel examples, I was on the slowest rpm my lathe will allow, completely off the minimum manufacturers recommended RPM range (presumably prescribed for CNC setups). But I didn't see any adverse issues whatsoever & actually never have. I don't mean this to be an all encompassing statement or pushing an agenda, just saying it thankfully didn't materialize in my particular case.
What do you mean my interrupted cuts (specific to threading)? Like entering & exiting a thread or threading across a slot or something?
Has this been your own personal experience? If so what kinds of problems were you having with carbide threading inserts in the past that HSS proved better? Like carbide fracturing or surface finish or....?
As I mentioned in my post with the stainless steel examples, I was on the slowest rpm my lathe will allow, completely off the minimum manufacturers recommended RPM range (presumably prescribed for CNC setups). But I didn't see any adverse issues whatsoever & actually never have. I don't mean this to be an all encompassing statement or pushing an agenda, just saying it thankfully didn't materialize in my particular case.
What do you mean my interrupted cuts (specific to threading)? Like entering & exiting a thread or threading across a slot or something?
These are good questions Peter.....
I tend not to let my personal experience guide my views. It's simply too likely to be one-off or exceptions to the rule. I don't like anecdotal either as there is no rigor to establishing the facts.
But in this case, I confess that it's just my personal experience - which could be all wrong.
To answer your questions with the qualifications above, my experience with carbide is not threading based. That's because I ALWAYS thread with HSS. I did try a carbide threading tool a few times and didn't like it. But that wasn't a good hss vs carbide test. It was a cheapo carbide tool that came as part of a kit. I have never owned or tried one like yours. The bottom line here is that I always use HSS for threading and it has never disappointed me. Like you, I generally thread at very low speeds. I don't like threading at high speeds - I'm too old for that and my hand eye coordination sucks. I do SOME precision threading on stainless steel and Chromemoly but most of my threading is just plain old threading on random steel that just happened to be the right size for whatever farm repair job I'm doing. HSS has never failed me. It is entirely possible that good quality carbide inserts in good tools would work just as well as my hss. I simply don't know. So ya, good question.
My experience with regular turning is quite different. It's kinda the reverse of threading. For regular turning, I use mostly carbide inserts and only rarely use HSS.
I've totally lost count of how many carbide tools I ruined (usually chipped the tip off) with interrupted cuts and I have not had good experience with surface finish cutting at low speed either. For interrupted cuts, I usually switch to HSS. For better surface finish on regular lathe work, I turn up the speed or take a bigger cut or faster feed or switch to round inserts or at least inserts with a bigger nose radius. Sometimes I will grind a special HSS bit for the job. I also like using a HSS shear tool for really stubborn surfaces.
To be honest, I only stick with carbide inserts because I like the convenience of inserts. On the other hand, I only stick with hss for threading because it works great at low speeds. But they are still inserts - expensive inserts at that!
Someday soon I will try better carbide inserts for threading than the crap I used previously.
So ya, you are right to question my statements. They are hardly rigorous. They should be considered as "my experience only" along with all the baggage and erroneous conclusions that go along with any small scale individual experience. They are what they are - your mileage may vary!
All good. Quite a few years ago now I had blah experience with cheapo brazed carbide threading tools. The included angle checked out (kinda) the relief angle seemed fine, my setup was at least consistent, but the results were just not pretty. Even on 12L14 which should cut like butter. I pulled out a HSS blank from school, it worked fine. Ground my own HSS tool, worked fine. Whatever the difference, it seemed subtle to the naked eye. Under magnification some of story became clear. The factory grind had striations & the cutting edge had kind of a sawtooth appearance. It didn't seem chipped though. I tried cleaning up with a fine diamond stone but not sure I improved it much. The HSS grind didn't look pretty either but I could see a band on the edge where it saw some oil stone action. One does need to define the material. I had a batch of local 1018 that cut like sh*t in every respect (turning, facing, drilling & threading) but I didn't know that at the time. The exact same tooling & setup in 12L14 was perfectly fine.
Later on I bought a different carbide insert holder system which stood upright & offered 3 points. That seemed to cut better but I just wasn't doing much threading then. I only had a couple inserts to try because they were spendy, managed to lose one & the whole system became obsolete. So the more recent Ali purchase was yet another experiment for which I had reservations. I wasn't keen on dropping a wad on name brand. I think the Carmex toolholders alone are over $100 at Travers & inserts maybe $10 a pop. (The Ali were about $10 per holder & 3$/insert).
Anyways, so far so good. I'm not into it for very much cash outlay & results are meeting my objectives. If all I ever do is this kind of threading I should be OK. If I have to break out the odd HSS for special situation that's fine too. I don't know if my particular are knock-offs with potential quality issues, or if they are the real thing & just cutting out the N-Am distributer middlemen. I've seen both sides of this coin but its very hard if not impossible to distinguish. The Ali toolholders I'm sure are plain jane 4140 vs maybe something better on a cnc tool. But that doesn't seem to be adversely affecting my hobbyist setup. The trouble with Ali is it can be hard to find things to begin with & equally hard to re-order things once you land on something that is actually OK. Its like going to a fish market. Last years catch of the day may not resemble current offerings.
Later on I bought a different carbide insert holder system which stood upright & offered 3 points. That seemed to cut better but I just wasn't doing much threading then. I only had a couple inserts to try because they were spendy, managed to lose one & the whole system became obsolete. So the more recent Ali purchase was yet another experiment for which I had reservations. I wasn't keen on dropping a wad on name brand. I think the Carmex toolholders alone are over $100 at Travers & inserts maybe $10 a pop. (The Ali were about $10 per holder & 3$/insert).
Anyways, so far so good. I'm not into it for very much cash outlay & results are meeting my objectives. If all I ever do is this kind of threading I should be OK. If I have to break out the odd HSS for special situation that's fine too. I don't know if my particular are knock-offs with potential quality issues, or if they are the real thing & just cutting out the N-Am distributer middlemen. I've seen both sides of this coin but its very hard if not impossible to distinguish. The Ali toolholders I'm sure are plain jane 4140 vs maybe something better on a cnc tool. But that doesn't seem to be adversely affecting my hobbyist setup. The trouble with Ali is it can be hard to find things to begin with & equally hard to re-order things once you land on something that is actually OK. Its like going to a fish market. Last years catch of the day may not resemble current offerings.
VicHobbyGuy
Ultra Member
Yup!The trouble with Ali is it can be hard to find things to begin with & equally hard to re-order things once you land on something that is actually OK. Its like going to a fish market. Last years catch of the day may not resemble current offerings.
Dabbler
ersatz engineer
For those with smallish lathes (or perhaps any lathe) Clough42 on Youtube just found out why his 400 lb lathe didn't like form tools much, and fixed it. Since threading tools are form tools no matter how you use them, this video might be appropriate form some people.
It highlights the idea that the whole system contributes to chatter, and some times it is fixable...
It highlights the idea that the whole system contributes to chatter, and some times it is fixable...
Last edited:
VicHobbyGuy
Ultra Member
Thanks for that link. I watched that video yesterday, and checked my two 7x14 lathes this morning. One of them- the one I use most for turning- actually did have the cross slide lifted off the saddle on one side. I can't blame the Sieg factory for that one, though - it was my replacement ("improved") bronze gib that was a bit too tall. So that was a pretty easy fix.For those with smallish lathes (or perhaps any lathe) Clough42 on Youtube just found out why his 400 lb lathe didn't like form tools much, and fixed it.
I have no idea whether it will make the cutting tool more stable or not but it eliminates one possibility. I take pretty light cuts when threading so chatter isn't usually an issue, and if/when it is, I find that a quick touch on the HSS tool with a diamond hone solves the problem.VicHobbyGuy
Ultra Member
Perhaps not the case for novice owners of 'big'And most people, or at least novice owners, may not think to check something like this presumed to be fitted properly at the factory.
lathes like the Grizzly 0602, but few owners of 7x lathes presume anything is fitted properly at the factory! I am joking; you are correct that most beginners like me wouldn't think to check that the cross slide wasn't touching the top of the dovetails.Some parting tool issues I've heard about that subsequently became resolved ended up being machine issues, not tool issues. Same general idea, if the machine components are not fully supported as they should be or have the ability for undesirable play, those factors can result in similar issues or even cause kind of a feedback loop.