quitereal
Andy
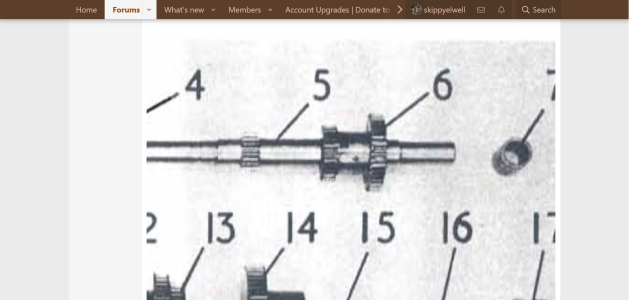
Definitely check thisDid they put steel pins in, instead of the shear pins? This seems brutal so far. chipped gears and that one gear is literally gone.
Definitely check thisDid they put steel pins in, instead of the shear pins? This seems brutal so far. chipped gears and that one gear is literally gone.
You asked about the belt- it is
B30 (5L330) You can purchase on Amazon or Canadian Tire etc.
looking great!update, stripped down to bare metal, man I hate drive screws, such pain to get them out.
Not really the colour I wanted, thought it would be darker but it will make me clean it more.
I thought I would give the thin plastic wipers a try, felt always seem to collect and hold metal shavings against the ways, dragging them back and forth.









")










