My turn to be confused @lucsimoneau .
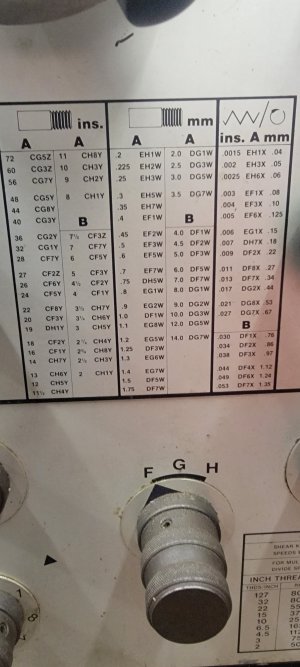
I looked at your photos again. There is no feed info on your front plate, only on the side plate. So I would assume the side plate is the correct configuration for feed info.
Why don't you just test it. Put your lathe in a gear where it's easy to turn the chuck by hand. Turn it till all the backlash is removed. Then index it and measure the feed travel per complete revolution of the chuck. Better yet, rotate it 10 times and then divide the total measured feed by 10. Compare that number to your chart.
I looked at your photos again. There is no feed info on your front plate, only on the side plate. So I would assume the side plate is the correct configuration for feed info.
Why don't you just test it. Put your lathe in a gear where it's easy to turn the chuck by hand. Turn it till all the backlash is removed. Then index it and measure the feed travel per complete revolution of the chuck. Better yet, rotate it 10 times and then divide the total measured feed by 10. Compare that number to your chart.
")