Jswain
Joe
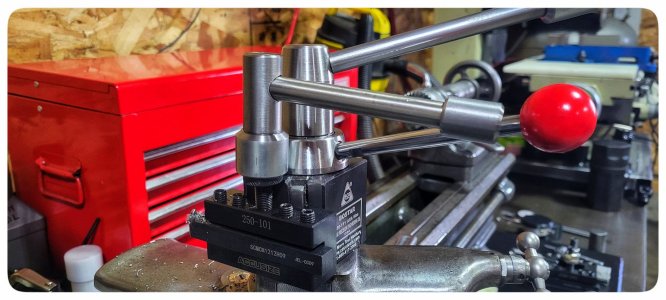
I have not tried a column tram yet, that's probably a good idea.Nice chuck key Jeo.
Thanks for dharing your tramming procesure and results.
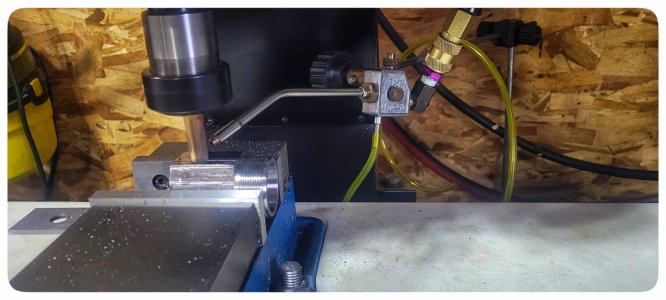
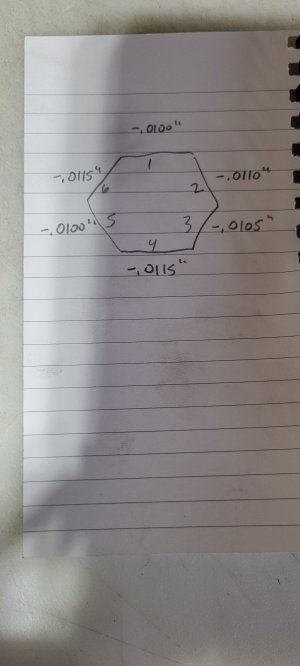
How ever. This spinning and measurements off the table is for the head tram and nod. Did you do a column tram as well?
Thanks !
How are you doing yours?