My Grizzly 9977 mill which I bought new in 2006 and installed here in my workshop in Edmonton needs some adjusting, resetting, or repairs. The table no longer moves with precision in the X and Y planes. This mill is about 1600 pounds and I no longer have the strength to manipulate the table parts - even if I might figure out how to take it apart. It needs someone with a little experience to make what I am hoping are reasonable and minor adjustments. It might also need replacement parts - not sure. In addition - and I mentioned this a couple of years back - I bought a DRO package and could use help getting that installed. Finally - I would like to change out the motor for one with variable speeds. I really hate changing belts - plus I would like a slower speed, plus a reverse switch to facilitate tapping operations. I am not looking for free assistance here. More than happy to pay for services rendered. I am attaching a PDF file of the user's manual in case that might be of some help in seeing details of what sort of machine this is. For a couple of years, Grizzly promoted this machine for use by both woodworkers and metalworkers. Mostly I think the only significant difference is that the top speed on this mill is around 5000 RPM. Which means it can come pretty close to doing a good job when fitted with normal woodworking router bits. Hoping to have the repair part finished next month, so if any parts are needed, I can pick them up this fall. The motor and DRO could wait until next spring, unless someone is really keen.
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Help needed with Grizzly 9977 mill
- Thread starter Brian26
- Start date
trlvn
Ultra Member
From the Grizzly web site:

Manual:
Craig
(Because I was curious.)
Manual:
Craig
(Because I was curious.)
trlvn
Ultra Member
new in 2006 ... table no longer moves with precision in the X and Y planes
Could you explain more about what is happening? What do you mean by "with precision"?
Has the machine been used regularly or has it been sitting for some time? Have the ways, leadscrews and nuts always been lubricated? Is it possible these surfaces are just gummed up with lube that is turning to varnish? Or packed with chips? Or has the machine been used a lot (ie in production 5 or more days a week?) and the surfaces are worn and in need of replacement or reconditioning?
BTW, the specs suggested it is equipped with a 3450 RPM motor. Simply swapping for a 1725 RPM would cut all the spindle speeds in half. A 3-phase motor and VFD would give a nice range of speeds but you would probably still have to switch belts to go between, say, drilling small holes and tapping them.
Craig
Thanks for your response, Craig. Good questions. The imprecision is a kind of mild stuttering as I move the table in selected places, both X and Y. Makes me think that something is worn with the threads or the nut? Also, I can feel a hesitation at certain points. Still gets the job done, but feels and acts less secure than before. I might be guilty of not oiling the various places as often as I should...
This is a hobby machine, and never used in any production work. Perhaps a few hours a week? For several years I had a smaller, second machine so i used that one a lot. One other particular problem is the serious "slop" when turning the handle for the Y axis. I have to turn it a couple of times to make it start to move. There is a gap of maybe .300" that is getting wider between the handle and the casting... This is probably extreme backlash, but my efforts at fixing it have not worked. I did improve things on my lathe, but not for this unit. Seems to me the issue is deeper inside this milling machine, and I am very reluctant to start disassembling things...
Great point regarding the motor. I know the variable speed motor won't eliminate having to change belts, but it should reduce it a lot. Also allow me to do better work because all too often I use the speed it is set for, even when I know it is not proper.
Thanks for the thoughtful response. I hope I have made things a little clearer.
This is a hobby machine, and never used in any production work. Perhaps a few hours a week? For several years I had a smaller, second machine so i used that one a lot. One other particular problem is the serious "slop" when turning the handle for the Y axis. I have to turn it a couple of times to make it start to move. There is a gap of maybe .300" that is getting wider between the handle and the casting... This is probably extreme backlash, but my efforts at fixing it have not worked. I did improve things on my lathe, but not for this unit. Seems to me the issue is deeper inside this milling machine, and I am very reluctant to start disassembling things...
Great point regarding the motor. I know the variable speed motor won't eliminate having to change belts, but it should reduce it a lot. Also allow me to do better work because all too often I use the speed it is set for, even when I know it is not proper.
Thanks for the thoughtful response. I hope I have made things a little clearer.
That's my goal. To get my DRO parts installed. But I need some help with that. For the record, there are three kinds of issues I face. Repairs to the table and associated parts. Replacing the motor, which I know is too heavy for me... And the DRO. This could be three different individuals....
There is a gap of maybe .300" that is getting wider between the handle and the casting...
That 300 thou might be a screw stop/anchor problem instead of backlash. Does that gap go away when you turn the screw the other way? If so, try making a 300 thou washer to put in there.
Any screw where the oil has dried up will stutter. Oil that baby up really well and then run the carriage back and forth a few times, and then oil it again.
Good question. Thanks. The gap does close up completely when I move the table away from me. I will add some oil as you suggest. I could make a washer, but the gap is getting wider - not very fast, but I would rather solve the issue than keep on making washers. Great idea in the meanwhile however.
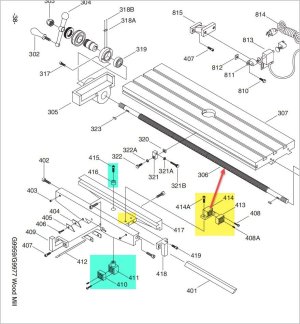
Could be a couple different things but one possibility is if the leadscrew nut has somehow come loose or is is not properly secured. I've highlighted the parts on your machine. Normally as you crank the lead screw it imparts force to the nut which then displaces the table it properly anchored. But if its loose then the nut may be getting cocked which would exhibit some things you are describing.The imprecision is a kind of mild stuttering as I move the table in selected places, both X and Y. Makes me think that something is worn with the threads or the nut? Also, I can feel a hesitation at certain points.
Is this a 'wood' mill as in wood working or just coincidental name?
<edit> sorry I should have read more carefully, you said it in initial post Grizzly promoted this machine for use by both woodworkers and metalworkers
More what I was getting at was: was it used mostly for wood? Sawdust can do some amazingly bad things in the wrong spots on metalworking machines, but sounds like this design was intended for this purpose so hopefully has some features to mitigate debris build up.
Attachments
Last edited:
Something seriously amiss. 0.300" is huge especially if its growing.I have to turn it a couple of times to make it start to move. There is a gap of maybe .300" that is getting wider between the handle and the casting..
More useful input. Thanks. There has been a lot of sawdust lately, but this issue has been getting worse for at least 3 years, perhaps longer. And, during the time I have owned this, I have worked with wood a bit less than metal I think. I think your analysis is very good. About the nut I mean. Thanks for highlighting the part for me. I may order one from Grizzly if nobody helps with the disassembly.Could be a couple different things but one possibility is if the leadscrew nut has somehow come loose or is is not properly secured. I've highlighted the parts on your machine. Normally as you crank the lead screw it imparts force to the nut which then displaces the table it properly anchored. But if its loose then the nut may be getting cocked which would exhibit some things you are describing.
Is this a 'wood' mill as in wood working or just coincidental name?
<edit> sorry I should have read more carefully, you said it in initial post Grizzly promoted this machine for use by both woodworkers and metalworkers
More what I was getting at was: was it used mostly for wood? Sawdust can do some amazingly bad things in the wrong spots on metalworking machines, but sounds like this design was intended for this purpose so hopefully has some features to mitigate debris build up.
View attachment 52348
I hope someone in Edmonton can help you. We have knowledgeable people but it may take time.
Does yours have the power feed like on the stock photo or is it just the manual handle? You might be able to sight down under the table with a flashlight & see leadscrew nut. If someone can turn the handle & reverse direction over the problem area while you observe, that might reveal if the nut is loose.
Is it possible that the leadscrew is displacing in its axis somehow? A moving bearing or keyway issue? Something along those lines is what I would expect because 0.300" is a country mile for a leadscrew.
Also if you screw the table to few positions either side of center say & grab the table by the end & push & pull, what happens? Do you get that kind of displacement everywhere? Does the gib seem positioned correctly? was the machine ever disassembled for whatever reason?
Does yours have the power feed like on the stock photo or is it just the manual handle? You might be able to sight down under the table with a flashlight & see leadscrew nut. If someone can turn the handle & reverse direction over the problem area while you observe, that might reveal if the nut is loose.
Is it possible that the leadscrew is displacing in its axis somehow? A moving bearing or keyway issue? Something along those lines is what I would expect because 0.300" is a country mile for a leadscrew.
Also if you screw the table to few positions either side of center say & grab the table by the end & push & pull, what happens? Do you get that kind of displacement everywhere? Does the gib seem positioned correctly? was the machine ever disassembled for whatever reason?
Attachments

Where exactly is the is gap showing up? Between the dial & end casting, or?The gap does close up completely when I move the table away from me.
What happens when you grab the leadscrew from the underside & push & pull, do you get the 0.300" displacement but table stays more or less stationary?
Attachments
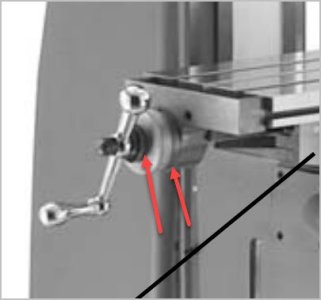
Between the dial and the casting - or perhaps the end casting.Where exactly is the is gap showing up? Between the dial & end casting, or?
What happens when you grab the leadscrew from the underside & push & pull, do you get the 0.300" displacement but table stays more or less stationary?
Peter My machine has the power feed in the X axis. I will check whether I might be able to see anything tomorrow morning. I will also try forcing the table back and forth as you suggest - also in the morning. The gibs seem pretty tight to me. This machine was never disassembled for any reason since I bought it from their showroom in Washington state maybe 16 years ago now... More tomorrow as I try some of your great suggestions. Many, many thanks.I hope someone in Edmonton can help you. We have knowledgeable people but it may take time.
Does yours have the power feed like on the stock photo or is it just the manual handle? You might be able to sight down under the table with a flashlight & see leadscrew nut. If someone can turn the handle & reverse direction over the problem area while you observe, that might reveal if the nut is loose.
Is it possible that the leadscrew is displacing in its axis somehow? A moving bearing or keyway issue? Something along those lines is what I would expect because 0.300" is a country mile for a leadscrew.
Also if you screw the table to few positions either side of center say & grab the table by the end & push & pull, what happens? Do you get that kind of displacement everywhere? Does the gib seem positioned correctly? was the machine ever disassembled for whatever reason?
My trouble is with the Y axis, not the X as your image suggests. Not sure that matters, but just to try and be accurate...Between the dial and the casting - or perhaps the end casting.
Peter - I have looked at my milling machine carefully and here's what I found... I can see the X axis screw quite clearly from both ends. I can also see the nut it passes through. This lead screw looks very lubricated. It is decently wet and there is a huge gob of grease on both sides of the nut. I could not see the Y axis screw and other of those parts. If that's critical, maybe I can rig up a mirror and take a look... But -- and this surprised me - when the gap is wide open I can push the whole table backwards and the gap closes. That's just temporary of course - when I want the table to turn using the handle, it takes the usual two or more turns before it starts to move - and then of course, the gap reappears. I think this information may be critical to diagnosing the issue. I hope I am describing this correctly.Peter My machine has the power feed in the X axis. I will check whether I might be able to see anything tomorrow morning. I will also try forcing the table back and forth as you suggest - also in the morning. The gibs seem pretty tight to me. This machine was never disassembled for any reason since I bought it from their showroom in Washington state maybe 16 years ago now... More tomorrow as I try some of your great suggestions. Many, many thanks.
I like the suggestion that I take a look at the mechanism as someone turns the handle - but to properly examine the Y axis leadscrew in action is more than I can manage comfortably. If this is absolutely essential, I can try. Might be I can take a movie with my camera with some sort of light?
Thanks again for the suggestions. I am further ahead then when I started. I did not realize that there are openings underneath the table - but of course there would have to be, right?
Between the dial and the casting - or perhaps the end casting.
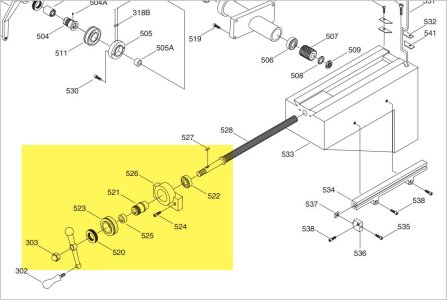
Since your main issue is with the Y-axis, you might want to consider disassembling the front end crank handle components in hopes that the issue resides with that sub-assembly & not the leadscrew / nut / table assembly. There isn't a lot there to mess up but only proceed with what you are comfortable with and after studying the parts manual. Once removed, you will then be looking at the Y leadscrew protruding out of the casting & you can readily tug on it back & forth while monitoring the table & vise-versa. You can even turn the leadscrew by hand & table should displace smoothly. If everything is connected & solid in that respect then the issue may be within the front end (shaded) parts. Although I'm kind of scratching my head because basically the crank handle is connected to the leadscrew via a keyed coupler & shaft supported in a bearing within the casting. But if the problem is there I bet its something simple & easier to remedy. There's only so many things that can account for 0.300"
From memory, did the Y-always always exhibit higher backlash than X-axis since new & got progressively worse? Or was it good once upon a time & developed more suddenly? To put a number on it, many operators with a new machine would adjust to say 0.010" backlash. Maybe over time with lots of wear & absence of adjustment 0.030-ish. Anyway, you are orders of magnitude X that amount & I just dont see a way to get that kind of wear on the threads on a low mileage machine. Something must be loose or missing IMO.
Attachments
I'm still betting it's the screw anchor that has the slop in it. Fix the anchor and the problem will be gone.
Put another way, the screw itself should not move axially at all. Only the perceived motion of the screw threads appear to move as it is turned. But the threads shouldn't really move axially they should stay fixed by the screw anchor and the screw should only rotate. This is more easily seen by putting some paint on a normal leade screw threads. As the screw is turned, it looks like it's moving axially, but it isn't. If you watch the paint, it stays put and doesn't move axially. The fact that this gap appears and can go away at the crack interface demonstrates that the screw itself is moving axially when it shouldn't.
If you fix the screw anchor, which is usually at one end or the other of the screw, most of your problem should go away.
Put another way, the screw itself should not move axially at all. Only the perceived motion of the screw threads appear to move as it is turned. But the threads shouldn't really move axially they should stay fixed by the screw anchor and the screw should only rotate. This is more easily seen by putting some paint on a normal leade screw threads. As the screw is turned, it looks like it's moving axially, but it isn't. If you watch the paint, it stays put and doesn't move axially. The fact that this gap appears and can go away at the crack interface demonstrates that the screw itself is moving axially when it shouldn't.
If you fix the screw anchor, which is usually at one end or the other of the screw, most of your problem should go away.
Peter - I cannot recall whether the Y axis always was worse then the X axis. I think both started out the same, but only the Y axis turned out seriously out of normal range for backlash. It did become progressively worse... I do not recall there was any particular moment when the gap all of a sudden got to be .300" wide. I think I might just manage to disassemble the front parts of the mechanism of the Y axis and see if there is an issue there. Good idea. I see also a good comment from another of our resident experts - Susquatch = his advice and comments are also worth paying attention to.Since your main issue is with the Y-axis, you might want to consider disassembling the front end crank handle components in hopes that the issue resides with that sub-assembly & not the leadscrew / nut / table assembly. There isn't a lot there to mess up but only proceed with what you are comfortable with and after studying the parts manual. Once removed, you will then be looking at the Y leadscrew protruding out of the casting & you can readily tug on it back & forth while monitoring the table & vise-versa. You can even turn the leadscrew by hand & table should displace smoothly. If everything is connected & solid in that respect then the issue may be within the front end (shaded) parts. Although I'm kind of scratching my head because basically the crank handle is connected to the leadscrew via a keyed coupler & shaft supported in a bearing within the casting. But if the problem is there I bet its something simple & easier to remedy. There's only so many things that can account for 0.300"
From memory, did the Y-always always exhibit higher backlash than X-axis since new & got progressively worse? Or was it good once upon a time & developed more suddenly? To put a number on it, many operators with a new machine would adjust to say 0.010" backlash. Maybe over time with lots of wear & absence of adjustment 0.030-ish. Anyway, you are orders of magnitude X that amount & I just dont see a way to get that kind of wear on the threads on a low mileage machine. Something must be loose or missing IMO.