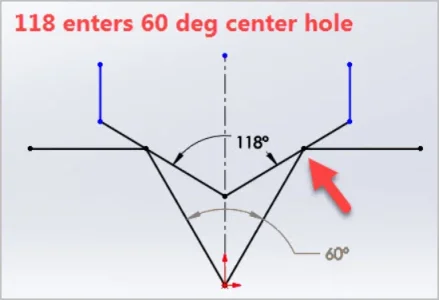
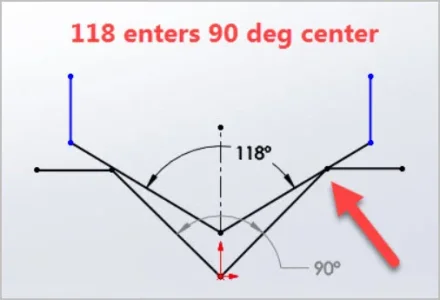
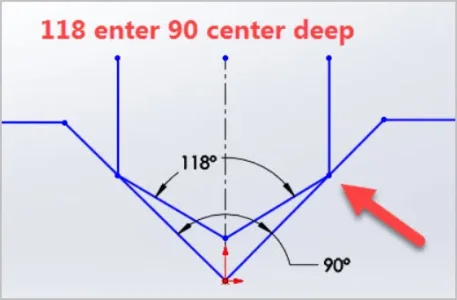
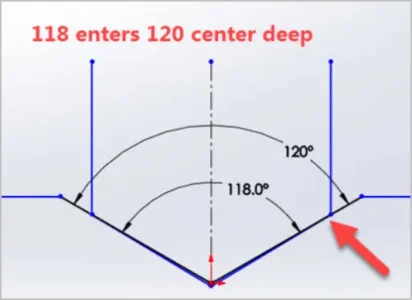
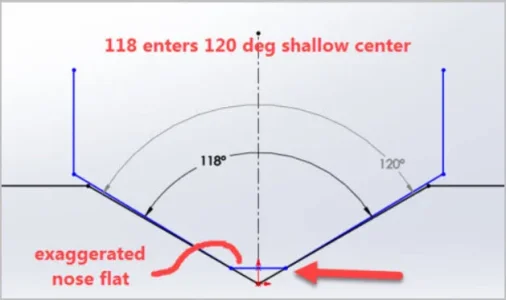
The only difference between your current question & prior center drill experience leading up to this point, is one of degree or extent. You've described in your own words the mechanism by which a drill can wander. As soon as the drill lip contacts & starts cutting on the crown edge of a spot hole at any random point, the drill may start to deviate resulting in the problem hole. Because that teeny amount of asymmetric material removal starts influence & override towards a 'different' spot hole position & starts to feed on itself even at some micro angle. Once the drill starts on even a slightly deviated path, it has limited means to self-correct itself. The cutting tool stiffness will somewhat limits wander, but, usually because of stick-out ratio, by then its usually too late. You have a resultant slightly offset hole, or non-circular hole, or oversize hole, or chattered hole, or some combination blend of non-ideal issues. When you spot drill with equal/larger angle, the initial contact geometry changes from a point (bad) to a line (much better). And more importantly the geometry between cutter/pilot angles better serves to self-correct itself. Not 100% guaranteed, but you stand a much better chance. Try it. I bet your 60-deg center drills will stay in a box until you have to make 60-deg holes for center work.
I know we initially were talking about a center drill wandering which is different issue than a drill wandering as a function of preceding spot/center drill. But that's because most people drill holes this way.
You might be thinking of this as a lathe/mill thing from your own perspective but IMO drilling is drilling. I suspect some of the observed success/failure rate is more likely a function of differences in the drilling operation which is heavily influenced by machine rigidity, overall accuracy, spindle barrel looseness, feed rate ability/inability. And that is the usual clue, what works on machine A may not work as well or within a more limited operating band on Machine B. The lighter duty hobby lathes are always going to be at a disadvantage to a more robust toolroom lathe and that toolroom lathe will still have issues that a more rigid & controlled CNC lathe will not have.
@gerritv is right, this topic might qualify on the Top 3 controversy topic list. Here are some pics I posted that might assist visualizing different spot/drill scenarios
Thanks Jim, I came across that explanation after I had posted way back when. For the normal spotting I make sure the "dimple" is smaller than the diameter of the follow up bit. For chamfering it would be larger than the follow up drill bit. Saves an extra step. I like it. David

www.hobby-machinist.com
")