Oh, then you are practically home free ! LOL
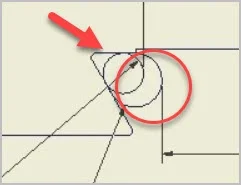
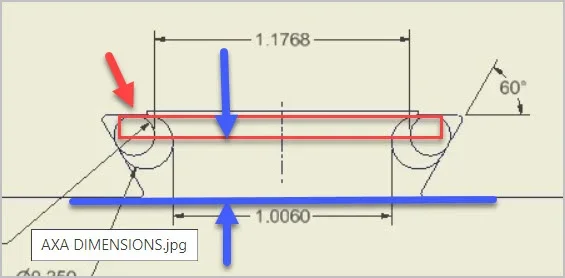
Another thing that might be messing you up, see how @eotrfish shows the relief step on the back surface. Your dowel must be tangent to the actual dovetail surface like his circles. If you used too big a dowel diameter (red circle) resting on on the relief surface, then the inter-dowel distance measurement will be erroneous. Same thing for measuring/duplicating the dovetail depth. It must be from face of dovetail to arrow surface, not the relief. Something like a vernier probably is error prone because there may not be much surface to contact. Best if you can lay in a block of known thickness across the flats & measure distance with a depth mic.
Another thing that might be messing you up, see how @eotrfish shows the relief step on the back surface. Your dowel must be tangent to the actual dovetail surface like his circles. If you used too big a dowel diameter (red circle) resting on on the relief surface, then the inter-dowel distance measurement will be erroneous. Same thing for measuring/duplicating the dovetail depth. It must be from face of dovetail to arrow surface, not the relief. Something like a vernier probably is error prone because there may not be much surface to contact. Best if you can lay in a block of known thickness across the flats & measure distance with a depth mic.