SparWeb
Active Member
Hi
When I got my lathe last year, an unused chuck mounting plate was included with it. It's unfinished because there are no holes drilled yet for mounting anything, but I'd like to mount a 4-jaw chuck on it.
Trouble happens because the threading was started to match my lathe's spindle, but it wasn't finished either. I can start threading it on, but only about 1 turn which is nowhere near far enough for it to lock in place.
I've tried re-cutting the thread, but it barely fits in my 6" chuck - not securely enough for me to try anything. This may be the reason that the thread isn't finished, but I can't really tell.
Is anyone here able to & interested in trying to finish threading this chuck plate for me? If you agree that the set-up, turning, and measurement of the threads should take at the most 2 hours, then we can do business.
I think you'd need a lathe with at least an 8" chuck to grip this thing. Fair warning, the surface finish isn't great, so it may be some kind of cheap hot-rolled plate. It's worth trying, but not worth a heroic effort.
If you can't see my bio information, I'm near Calgary, Alberta.
Basic dimensions:
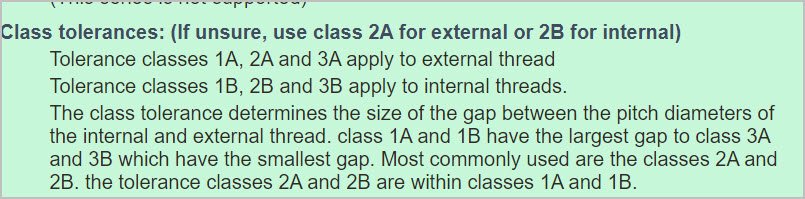
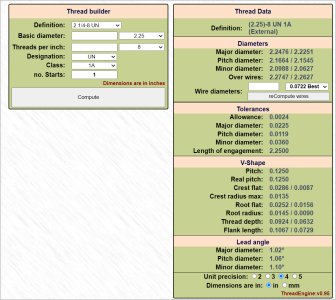
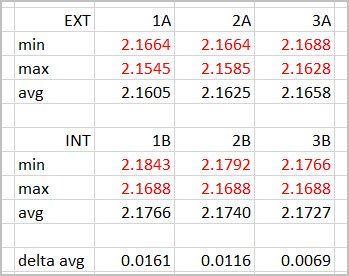
Spindle thread: 2-1/4" - 8 tpi
Plate OD 9.5"
Shoulder OD 3.5"
Total thickness 2 inches
When I got my lathe last year, an unused chuck mounting plate was included with it. It's unfinished because there are no holes drilled yet for mounting anything, but I'd like to mount a 4-jaw chuck on it.
Trouble happens because the threading was started to match my lathe's spindle, but it wasn't finished either. I can start threading it on, but only about 1 turn which is nowhere near far enough for it to lock in place.
I've tried re-cutting the thread, but it barely fits in my 6" chuck - not securely enough for me to try anything. This may be the reason that the thread isn't finished, but I can't really tell.
Is anyone here able to & interested in trying to finish threading this chuck plate for me? If you agree that the set-up, turning, and measurement of the threads should take at the most 2 hours, then we can do business.
I think you'd need a lathe with at least an 8" chuck to grip this thing. Fair warning, the surface finish isn't great, so it may be some kind of cheap hot-rolled plate. It's worth trying, but not worth a heroic effort.
If you can't see my bio information, I'm near Calgary, Alberta.
Basic dimensions:
Spindle thread: 2-1/4" - 8 tpi
Plate OD 9.5"
Shoulder OD 3.5"
Total thickness 2 inches






 Are you saying I can mount that backplate any which way and still hit the start of the thread every time?
Are you saying I can mount that backplate any which way and still hit the start of the thread every time?