I have a Bison 8" 3-Jaw, with 2-piece jaws which I bought brand new 25 years ago. Over the years, the jaw faces have worn a bit, to the point they're bell-mouthed by a couple thou' and unevenly. It previously didn't bother me too much, and especially since I mostly use a collet chuck, or the 4-jaw.
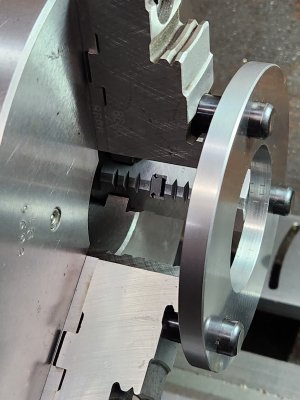
There is no play between the jaws and the chuck body. Still tight as a drum. But, I decided to address the issue. First, some testing is in order. Before mounting the 3-jaw, cleaned all surfaces, removed the jaws, cleaned the scroll and slots, and jaws. Then reassembled.
I chucked a known accurate part, in this case a spindle of a 5C indexer, all the way in, so that both sections of the jaws were gripping the part. And measured runout at 1" away from the jaws. 0.004"...ouch. Then repositioned the part out so that only the top part if the jaws were gripping the part. 0.001" runout. Hmmm....it seems as though the two parts of the jaws are not true with each other.
There is no play between the jaws and the chuck body. Still tight as a drum. But, I decided to address the issue. First, some testing is in order. Before mounting the 3-jaw, cleaned all surfaces, removed the jaws, cleaned the scroll and slots, and jaws. Then reassembled.
I chucked a known accurate part, in this case a spindle of a 5C indexer, all the way in, so that both sections of the jaws were gripping the part. And measured runout at 1" away from the jaws. 0.004"...ouch. Then repositioned the part out so that only the top part if the jaws were gripping the part. 0.001" runout. Hmmm....it seems as though the two parts of the jaws are not true with each other.












")

")