Alright, so this started because I'm cheap. Or Scots. Or a cheap Scot. But, I bought this $25 ER-32 collet block on Amazoom recently.
So I thought if it’s a bit off I’ll just lap it square again. But this looks like it was kicked around the yard a few times before being sent.
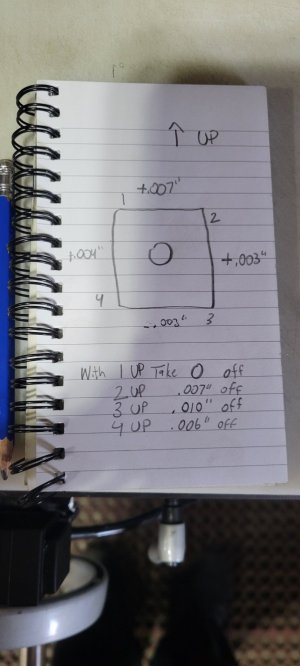
It is not square.
The sides have different dimensions (+/- 0.1mm)
The chamfers on the sides show that the faces are not square.
The sides are not parallel, and I have no idea if the bore is central between the sides or the the bore is perpendicular to the base.


The scuff marks in the images are from me rubbing it on a lapping plate.
But I love a challenge.
My machines are a 10" lathe, Bridgeport mill, lapping plate, 9" rotary table, ER-32 indexer and good metrology. I do not have a surface grinder.
How would you approach this to meet spec:
All faces shall be flat, parallel and square.
The bore shall be concentric with the faces and axially parallel with the faces.
The bore shall be precisely 90 deg to the base.
The part is nominally 44.6 square by 42.3 high.
I think I have figured out how to do this, but more brains = better!
")
So I thought if it’s a bit off I’ll just lap it square again. But this looks like it was kicked around the yard a few times before being sent.
It is not square.
The sides have different dimensions (+/- 0.1mm)
The chamfers on the sides show that the faces are not square.
The sides are not parallel, and I have no idea if the bore is central between the sides or the the bore is perpendicular to the base.
The scuff marks in the images are from me rubbing it on a lapping plate.
But I love a challenge.
My machines are a 10" lathe, Bridgeport mill, lapping plate, 9" rotary table, ER-32 indexer and good metrology. I do not have a surface grinder.
How would you approach this to meet spec:
All faces shall be flat, parallel and square.
The bore shall be concentric with the faces and axially parallel with the faces.
The bore shall be precisely 90 deg to the base.
The part is nominally 44.6 square by 42.3 high.
I think I have figured out how to do this, but more brains = better!


")