I've been using this website because it has an easy interface to compute thread parameters mores suited to machining. Recently I had to do some oddball threads & had the feeling some of the dimensions were off a bit. I chocked this up to devil in the details of min/max or root flat or their definitions or...
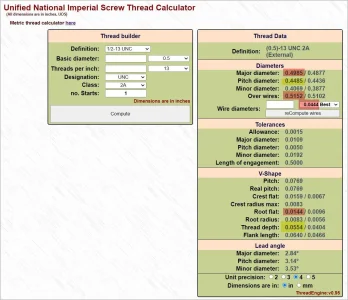
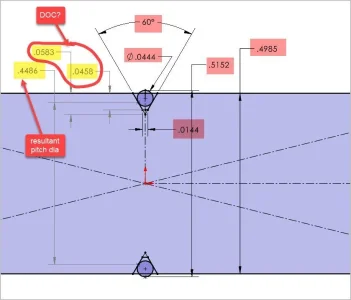
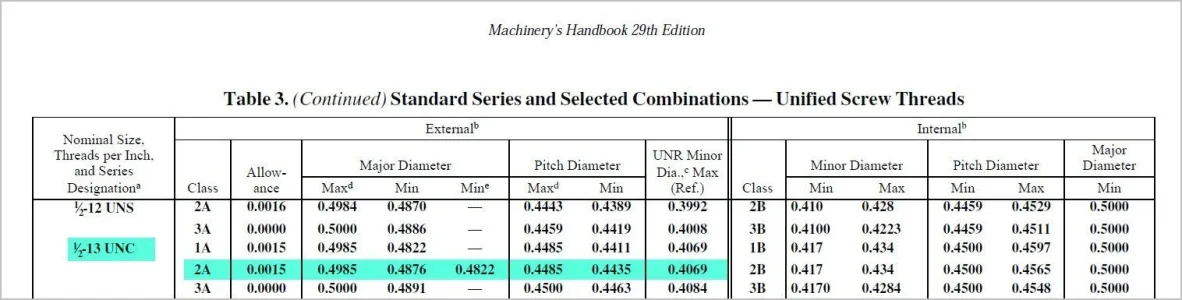
As a sanity check I CAD replicated a standard external thread using their parameters. If I use their defining parameters (pink shade) including their recommended wire diameter & MOW dimension, the rest of the parameters (yellow) drop out by default, but those do not agree to calculator values. Specifically the important parameters like resultant pitch diameter which is the target I have to hit in real life. If I switch things around & define the pitch diameter into CAD, I get a different MOW dimension. I pulled out Machineries handbook; the major dia & pitch dia agrees to calculator tool, but they don't really get into DOC for class of fit in a nice convenient format like the website calculator. Just wondering if anyone has similar experience or I'm missing something obvious? Pitch diameter + wire diameter measurements (alone) should circumnavigate any vee thread form variations for a defined thread class, no?
 theoreticalmachinist.com
theoreticalmachinist.com
As a sanity check I CAD replicated a standard external thread using their parameters. If I use their defining parameters (pink shade) including their recommended wire diameter & MOW dimension, the rest of the parameters (yellow) drop out by default, but those do not agree to calculator values. Specifically the important parameters like resultant pitch diameter which is the target I have to hit in real life. If I switch things around & define the pitch diameter into CAD, I get a different MOW dimension. I pulled out Machineries handbook; the major dia & pitch dia agrees to calculator tool, but they don't really get into DOC for class of fit in a nice convenient format like the website calculator. Just wondering if anyone has similar experience or I'm missing something obvious? Pitch diameter + wire diameter measurements (alone) should circumnavigate any vee thread form variations for a defined thread class, no?
")


