Ever since I got my lathe, eons ago, it would never hold a chuck in the tailstock securely. When I try drilling with anything larger than 1/2" bit, it would want to spin in the spindle, especially if there was any vibrations created during the process. I eventually just attach a lathe dog to the bit, and have the tail resting on the compound. I finally decided to look down the bore of the spindle. OMG. I decided I should take care of it. My first thought was just to get an MT4-MT3 adapter sleeve and just Loctite the thing in there. But then I'd have to cut off the tang, and make an extension on the tailstock bolt to eject the smaller MT3 tooling. And then get MT3 tooling. I decide against that. I should be making a new spindle, (that's how bad some of those gouges are, but that's a lot of effort at the moment.
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Tail Stock Spindle Repair
- Thread starter thestelster
- Start date


So, I take the spindle out of the tailstock, chuck it in the 4-jaw. Attach my taper turning attachment that I made. Found what the taper per inch is for MT4, set the angle with a sine bar. And removed about 0.008" per side. That cleaned up a lot of the roughness, and high spots, but the crater was still there, its way too deep.
Attachments


I put Prussian blue on a dead centre and it showed excellent contact the whole length. But of course because I opened up the bore the other tooling would bottom out, so I had to remove about 1/4" from the front of the spindle. All is good. Now, just placing any tooling in feels solid, and I don't need a mallet any more....for that purpose.
Attachments


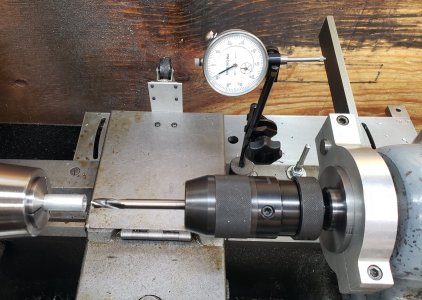
Since you cut off the front and lost some of the measurement markings it's a good time to fasten on a digital indicator.
I've contemplating doing that for a long time. I see iGAUGING makes a single DRO, and there's a wireless kit you can get for it.Since you cut off the front and lost some of the measurement markings it's a good time to fasten on a digital indicator.
So, I take the spindle out of the tailstock, chuck it in the 4-jaw. Attach my taper turning attachment that I made. Found what the taper per inch is for MT4, set the angle with a sine bar.
Could you please post an image of the taper attachment sine bar setup?
Hi Craig, I've already dismantled parts of it, but here is a shot from a different project. Determine what angle is required, calculate the spacer needed for the sine bar. Place the sine bar with the spacers against the taper attachment main bar, and dial it in with a DTI running along the sine bar. Pivot the taper attachment bar until the DTI reads zero from one end to the other end of the sine bar.Could you please post an image of the taper attachment sine bar setup?
Attachments

Here is another shot.Could you please post an image of the taper attachment sine bar setup?
Attachments

This is what I do when I need a more accurate way to measure depth during drilling, or in this case, counterboring.Since you cut off the front and lost some of the measurement markings it's a good time to fasten on a digital indicator.
Attachments
Yeah, I was thinking of going that route, KBC MT4 reamer is $150.00. Tax and shipping would bring it to the $200.00 mark. I figured, I had everything, taper turning attachment, boring bars, sine bar, gage blocks, etc., to do the job, so might as well use them.Just a FYI: A few Years ago I bought a MT3 reamer for just that purpose. IIRC, it wasn't all that bad for price (just in case you didn't know they existed).