FatherWes
Wes
I did a search here and it came back with zero results. If it has been discussed, please point me in the right direction... Otherwise:
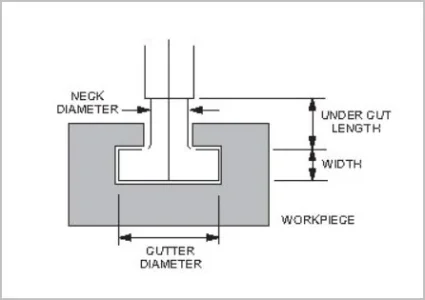
I'm looking to cut a t-slot. The slot I'm hoping to duplicate has a "TEE" section 1.156" wide (the bottom of the "T") by 0.218" deep. The throat is 0.750" wide by 0.187" deep (the top of the Tee is 0.187" below the uppersurface). The Tee slot itself should therefore be 0.406" wider than the neck (meaning the T-cutter needs to be able to cut a slot 0.203" deep.
This T-slot is in the Slide, Compound Rest Tool Post of my Atlas 618 lathe. I contacted Clausing to ask if they still made the part (M6-303). I received a very nice reply saying they no longer make the part, but supplied a copy of the original manufacturing drawing (see attached).
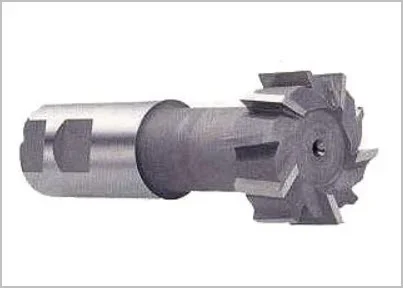
The only place I've found selling T-slot cutters is Amazon (shipped direct from China). Unfortunately, the t-cutter only extends 4 mm (0.157") (18mm cutting diameter, 10 mm shaft). I might be able to narrow the shaft of the cutter to allow the slightly deeper cut (I'm sure that'll void the warranty!!) and I think I could probably make that work.
I am surprised that I cannot find anyone else that sells these. Nothing at Busy Bee, nothing at Accusize. Where else can I check? Or are these cutters also called something else?
Thanks in advance. Wes
I'm looking to cut a t-slot. The slot I'm hoping to duplicate has a "TEE" section 1.156" wide (the bottom of the "T") by 0.218" deep. The throat is 0.750" wide by 0.187" deep (the top of the Tee is 0.187" below the uppersurface). The Tee slot itself should therefore be 0.406" wider than the neck (meaning the T-cutter needs to be able to cut a slot 0.203" deep.
This T-slot is in the Slide, Compound Rest Tool Post of my Atlas 618 lathe. I contacted Clausing to ask if they still made the part (M6-303). I received a very nice reply saying they no longer make the part, but supplied a copy of the original manufacturing drawing (see attached).
The only place I've found selling T-slot cutters is Amazon (shipped direct from China). Unfortunately, the t-cutter only extends 4 mm (0.157") (18mm cutting diameter, 10 mm shaft). I might be able to narrow the shaft of the cutter to allow the slightly deeper cut (I'm sure that'll void the warranty!!) and I think I could probably make that work.
I am surprised that I cannot find anyone else that sells these. Nothing at Busy Bee, nothing at Accusize. Where else can I check? Or are these cutters also called something else?
Thanks in advance. Wes
")