Matt_b_m
Member
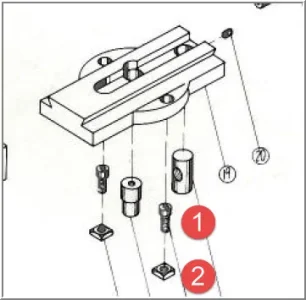
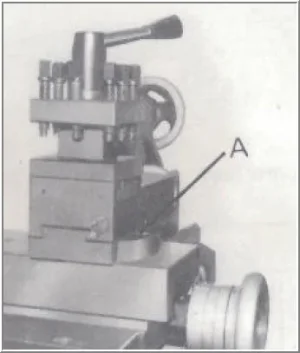
Just took a few moments over lunch to begin to dissemble and clean the new to me Tida-4A lathe i picked up yesterday. Taking my time I removed the tailstock, set it aside and started wiping down the rest. I took a moment to remove the tool post and noticed that the bolts in the compound looked shall I say "too shiny" and out of place. A closer look and it is obvious these along with their washers were added at some point in its life and appear to be hand carved (file, grinder) with matching washers with flat sides as well. I've found the parts diagram for the lathe online, but it doesn't reveal anything more than there is in fact two bolts in this location.
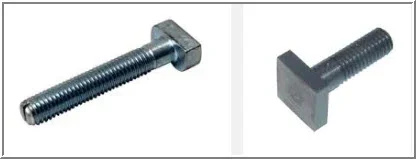
I know finding replacement original parts is essentially a unicorn hunt, but I'm wondering if any of you have had to replace these T bolts and nuts before on any of your equipment, and where you may have found a selection. I am unsure of the original length, but its obviously a part that as long as its long enough, its long enough to work.
As always, any help is appreciated.
Thanks.
I know finding replacement original parts is essentially a unicorn hunt, but I'm wondering if any of you have had to replace these T bolts and nuts before on any of your equipment, and where you may have found a selection. I am unsure of the original length, but its obviously a part that as long as its long enough, its long enough to work.
As always, any help is appreciated.
Thanks.
") Anyway, guessing Door#2 - many lathes use regular hex head cap screws. Taiwan lathe, could be metric, probably metric, but could be Imperial, hopefully 'shiny' doesn't mean the previous owner didn't pick the wrong one.
Anyway, guessing Door#2 - many lathes use regular hex head cap screws. Taiwan lathe, could be metric, probably metric, but could be Imperial, hopefully 'shiny' doesn't mean the previous owner didn't pick the wrong one.


















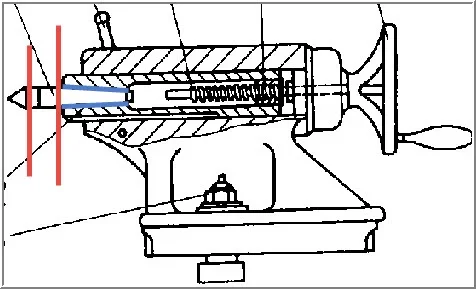
 . I just took a moment to measure my arbors, and it appears when machined they made these to the exact specifications, where as the MT#2 is .7 at the large diameter and .5720 over a distance of 2.560. This alone even when the machine was new from what I can see only allowed a few thou between the arbor and the attached tool (live/dead, or chuck, etc). They definitely didn't follow your sketch and basically I have no distance between the red lines you've indicated. Well I don't think its outside your pay grade, I'm definitely working in a realm above my own at the moment! Haha. The taper by its nature is constant, and is just an angle from center basically. The specs I've listed above are the text book numbers for what I would think (this isn't fact, someone smarter would know...) is the minimum dimensions that this taper can be given to still create enough fit (surface area) to mate the two surfaces and not slip. That being said, the taper overall length could double to 5.120, with the starting end at a point of 0.oo0, and as the taper travels the length of the arbor, at any given point the diameter would be increasing at a constant in relation to the center angle. (Sorry that was long winded, and probably stating the obvious). With that being said, the key to fixing this isn't fixing the quill, as mathematically, its correct from what I can see given how well the MT#2 taper reamer fits the bore. The solution is to find MT#2 arbors that are at minimum 3.185 in length, plus some extra to give me the space between the red lines you've indicated. That to me seems like the better solution then shortening the quill, and might be just as costly as trying to source having one made. It also would then give me additional length to accommodate any wear to the mouth without being so close to the end with no room to spare. This all of course depending upon if such a length is available...
. I just took a moment to measure my arbors, and it appears when machined they made these to the exact specifications, where as the MT#2 is .7 at the large diameter and .5720 over a distance of 2.560. This alone even when the machine was new from what I can see only allowed a few thou between the arbor and the attached tool (live/dead, or chuck, etc). They definitely didn't follow your sketch and basically I have no distance between the red lines you've indicated. Well I don't think its outside your pay grade, I'm definitely working in a realm above my own at the moment! Haha. The taper by its nature is constant, and is just an angle from center basically. The specs I've listed above are the text book numbers for what I would think (this isn't fact, someone smarter would know...) is the minimum dimensions that this taper can be given to still create enough fit (surface area) to mate the two surfaces and not slip. That being said, the taper overall length could double to 5.120, with the starting end at a point of 0.oo0, and as the taper travels the length of the arbor, at any given point the diameter would be increasing at a constant in relation to the center angle. (Sorry that was long winded, and probably stating the obvious). With that being said, the key to fixing this isn't fixing the quill, as mathematically, its correct from what I can see given how well the MT#2 taper reamer fits the bore. The solution is to find MT#2 arbors that are at minimum 3.185 in length, plus some extra to give me the space between the red lines you've indicated. That to me seems like the better solution then shortening the quill, and might be just as costly as trying to source having one made. It also would then give me additional length to accommodate any wear to the mouth without being so close to the end with no room to spare. This all of course depending upon if such a length is available...



