Story goes...a while back I tossed a center in the spindle...and there was a noticeable "wobble" in the center...so I threw an indicator on the outside and inside tapers, .004" runout!
Yea massive, but not noticable, and doesn't seem to affect accuracy much with the chuck mounted, someone must have turned the backing plate with the runout... whattever
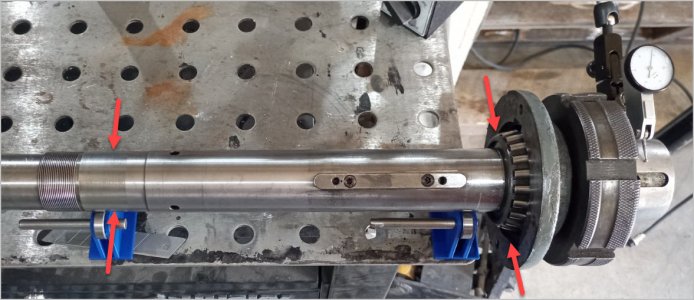
I pulled the spindle this weekend to see if it were bearings or a bent spindle, I've attached a pic of my setup to check the spindle, it may not be .0001" accurate but it is enough to see that the internal and external tapers are definitely running out
The lathe can turn accurate enough parts for my use as is, but it bothers me that i 1 have to turn the face place to have it run true, and 2 I would have to turn the center every time I wanted to use the face plate
So the question is...has anyone ground a spindle nose and Morse taper with a tool rest grinder in situ? Or should I just live with it... skim the face plate and turn a center in pos when I want to run faceplate/center ?
Yea massive, but not noticable, and doesn't seem to affect accuracy much with the chuck mounted, someone must have turned the backing plate with the runout... whattever
I pulled the spindle this weekend to see if it were bearings or a bent spindle, I've attached a pic of my setup to check the spindle, it may not be .0001" accurate but it is enough to see that the internal and external tapers are definitely running out
The lathe can turn accurate enough parts for my use as is, but it bothers me that i 1 have to turn the face place to have it run true, and 2 I would have to turn the center every time I wanted to use the face plate
So the question is...has anyone ground a spindle nose and Morse taper with a tool rest grinder in situ? Or should I just live with it... skim the face plate and turn a center in pos when I want to run faceplate/center ?
") , but over the years I believe I've heard more guys known to be career machinists saying its how they do so than say they don't do it that way.
, but over the years I believe I've heard more guys known to be career machinists saying its how they do so than say they don't do it that way.