I used a cheap Mastercraft 3/4" socket, some 7/16" CRS and two 3/4" steel balls to make this speed handle for my Kurt vise. I drilled and tapped 3/8" holes in the balls and threaded both ends of the rod. I prefer just 2 arms on the handle instead of three like you see on most of them. It was nice to get out into the shop for a couple of hours for this.
Cheers

Cheers




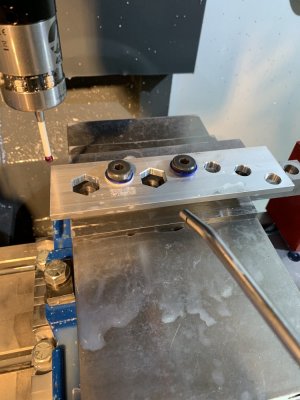
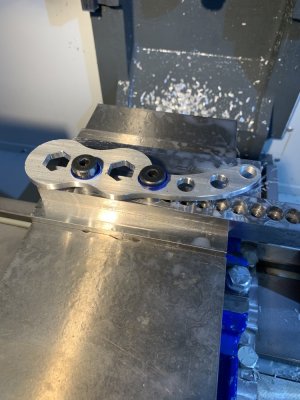
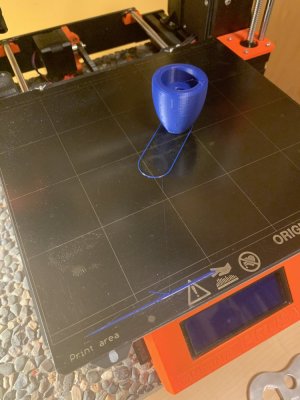
") with blue PETG. I’ve got a 2” 1/2-12 bolt threaded into the last hole and the handle handle spins on that. Two hex holes one for speed and one for leverage.
with blue PETG. I’ve got a 2” 1/2-12 bolt threaded into the last hole and the handle handle spins on that. Two hex holes one for speed and one for leverage.