Tomc938
Ultra Member
So I have my first project using my rotary table and I have a set-up question:
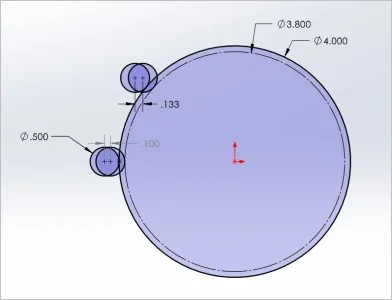
I will be turning the outer hub of a brake disk to be used as a mounting pillar for a telescope. (Surface "A" in the picture)
I am thinking it doesn't matter if the table is centered, as I will move the piece into the tool, and then simply rotate the table. The table won't move in relation to the tool, except around it's centre axis, so it will take the same amount of material off all the way around the part.
What I will need to do (carefully) is centre the part on the table so I don't end up with some sort of eclipse.
Am I right, or am I missing something?
Thanks in advance!
Tom
PS: Unfortunately, It's too big to fit on my lathe without a lot of fixturing.

I will be turning the outer hub of a brake disk to be used as a mounting pillar for a telescope. (Surface "A" in the picture)
I am thinking it doesn't matter if the table is centered, as I will move the piece into the tool, and then simply rotate the table. The table won't move in relation to the tool, except around it's centre axis, so it will take the same amount of material off all the way around the part.
What I will need to do (carefully) is centre the part on the table so I don't end up with some sort of eclipse.
Am I right, or am I missing something?
Thanks in advance!
Tom
PS: Unfortunately, It's too big to fit on my lathe without a lot of fixturing.

 (couldn't find an embarrassed emojii... So I'm hiding behind dark glasses......) nb
(couldn't find an embarrassed emojii... So I'm hiding behind dark glasses......) nb