The job was to build a modular rotary mount as part of a synchronized camera positioning system. This stage is a horizontal base mount for large (2Kg +) cameras costing more than my car, so it has to be sturdy and do the job reliably.
Previous iterations were made from CNC milled 6061with Boston Gear components which is an expensive option, so I wondered if the durability and long term performance of 3D printed parts could be an option. Quite frankly, until this latest generation of printers and engineering filaments came along, the quality of a 3D printed gear was so awful I wouldn't have tried this.
Now I can consistently print plastic gears with a reasonable surface finish, within tolerance. So this is a bit of an experiment. Can I replace the expensive gears and casing with a 3D printed equivalent? What are the required tolerances for a weathertight assembly? Are these plastics up to the job?



This stage uses PETG for the casing, since it is durable, tough, weather resistant and dimensionally stable. The worm is a module 1 thread with a trapezoidal tooth form. It is made from PA-GF, a glass reinforced high temperature nylon, chosen because it is tough, wear resistant and self-lubricating. The worm wheel is 60T M1, with the profile relieved to mate fully with the worm. I used Nylon10 for this since it has a smooth, wear resistant finish.
The mechanics include a thrust bearing and a ball bearing for the input shaft, and two large bearings to support the worm wheel in the casing.
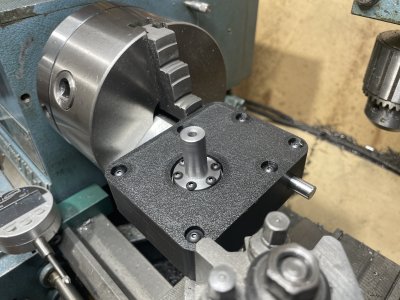
A close-up of the gear teeth shows no visible damage after running 12 hours at 650 RPM. The lubricant is vaseline, since many oils and greases will destroy plastic.

So far, I am impressed. I think the PA-GF is too rough and abrasive for this application, but the Nylon10 looks like the better option for gears.
All the parts printed within 0.1mm of the designed dimensions.
I'll run this again, next time with the gearbox under load.
")
Previous iterations were made from CNC milled 6061with Boston Gear components which is an expensive option, so I wondered if the durability and long term performance of 3D printed parts could be an option. Quite frankly, until this latest generation of printers and engineering filaments came along, the quality of a 3D printed gear was so awful I wouldn't have tried this.
Now I can consistently print plastic gears with a reasonable surface finish, within tolerance. So this is a bit of an experiment. Can I replace the expensive gears and casing with a 3D printed equivalent? What are the required tolerances for a weathertight assembly? Are these plastics up to the job?
This stage uses PETG for the casing, since it is durable, tough, weather resistant and dimensionally stable. The worm is a module 1 thread with a trapezoidal tooth form. It is made from PA-GF, a glass reinforced high temperature nylon, chosen because it is tough, wear resistant and self-lubricating. The worm wheel is 60T M1, with the profile relieved to mate fully with the worm. I used Nylon10 for this since it has a smooth, wear resistant finish.
The mechanics include a thrust bearing and a ball bearing for the input shaft, and two large bearings to support the worm wheel in the casing.
A close-up of the gear teeth shows no visible damage after running 12 hours at 650 RPM. The lubricant is vaseline, since many oils and greases will destroy plastic.
So far, I am impressed. I think the PA-GF is too rough and abrasive for this application, but the Nylon10 looks like the better option for gears.
All the parts printed within 0.1mm of the designed dimensions.
I'll run this again, next time with the gearbox under load.