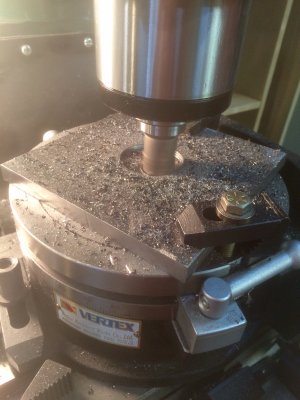
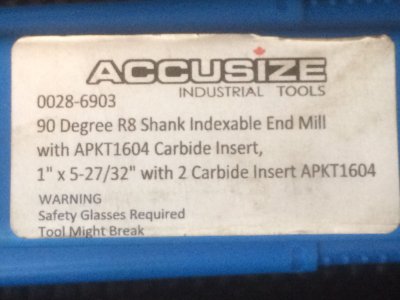
Here I am milling a 1.8" diameter hole to a depth of .225" on the rotary table. It's 1018 hot roll 1/2" plate. I'm using a 1" indexable end mill with 2 inserts. The hole is to hold the bottom half of a thrust bearing. What is the best technique to mill down to the needed depth? I started out just trying to lift the table up, while milling, to the right depth. It started to squeal and scream & chatter at about 0.05" depth. I then hit upon turning the rotary table while lifting the milling table simultaneously. This proved workable, much less screaming or chatter. I made a number of passes at about 0.05 depth of cut in each pass to the needed depth. How would you mill this? Smaller bit? Use the 1" cutter and lift and turn like I did? I could only manage 2 clamps on the rotary. There was some flexing on the third side where I couldn't fit a clamp.
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Plunging into stock
- Thread starter Janger
- Start date

What condition are your inserts in and did you use coolant? I'm not certain in your case but I've seen a lot of non center cutting endmills that are indexable, maybe that's not your issue though.. a facing head is a better way to go but they're difficult to find at a decent price or very expensive new.
I think your indexable end mill is probably not for center cutting as klemp says. I would use a 1/2" center cutting end mill first then remove the rest of the material with the indexable one. Or since you are doing it on a rotary table you could just use the 1/2"end mill only and work from the center outward as you rotate the table
Last edited:
I'd add that it would also explain why the ramping would be helping as its not center cutting as much by down feeding while feeding on the rotary table. That's why one of the common functions for in feed on vmcs is to ramp into workpieces rather than plunge. Did you try with a center cutting endmill? You could also punch a hole and work out from there if that's possible in your case, you would be engaging the flutes on the outside and not trying to center cutWhat condition are your inserts in and did you use coolant? I'm not certain in your case but I've seen a lot of non center cutting endmills that are indexable, maybe that's not your issue though.. a facing head is a better way to go but they're difficult to find at a decent price or very expensive new.


I see - there is no cutting action in the centre. Obvious now that I look at it. Here's more photos of the end mill and a test plunge - its clear the centre will hit the stock at some point. Thanks for all the comments guys.
Attachments

Your can still do it.. just in the .050 increments at a time.. or .050 and rotate a little ways to clear the center that's left and plunge some more going back and forth until you hit your depth then cutting it all in one pass.. either or. Doing it in smaller increments may be better for your machine, depends on how rigid it isView attachment 1678 View attachment 1679
I see - there is no cutting action in the centre. Obvious now that I look at it. Here's more photos of the end mill and a test plunge - its clear the centre will hit the stock at some point. Thanks for all the comments guys.
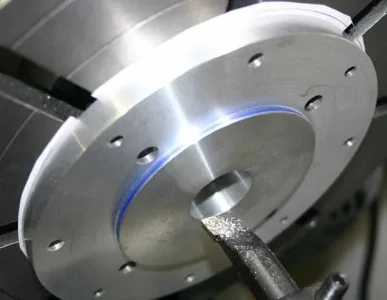
Maybe you have a specific reason to mount on the RT for subsequent operation. But another option is mount it to lathe face plate. You could turn that counter bore arguably with more precision AND face the plate all in one setting. Somewhat similar to how I made this part. Just a thought.
Neat gadget, what is it?
Neat gadget, what is it?
Attachments
I was going to paint before posting it but here's a preview. I'm working on fancy machine dollies. This is the first one.

The idea is the dolly can be turned while the weight is on it. The centre wheels are slightly lower than the wheels on the corners. That allows the base to rotate around the axis of the centre without the corner wheels dragging across the floor. The round table is supported by a thrust bearing and spins. Side to side motion is restricted with a roller bearing,6202 type, and a long bolt.
I'm not entirely sure this will work but I tested by balancing myself on the table and my spouse could drag me around the garage quite easily and change direction.
I'm going to replace the wire handle with a long handle.
It looks a lot like a toy tank. 13lbs.
The idea is the dolly can be turned while the weight is on it. The centre wheels are slightly lower than the wheels on the corners. That allows the base to rotate around the axis of the centre without the corner wheels dragging across the floor. The round table is supported by a thrust bearing and spins. Side to side motion is restricted with a roller bearing,6202 type, and a long bolt.
I'm not entirely sure this will work but I tested by balancing myself on the table and my spouse could drag me around the garage quite easily and change direction.
I'm going to replace the wire handle with a long handle.
It looks a lot like a toy tank. 13lbs.
