I have a winter project for my airguns, also a friend with machine shop, but he have no these specialty tools. I was looking online to buy a set, the prices are insane. Also the 7x series aluminum prices are up in the sky.
Anybody have a good source to point me to? I would like to get a "made" cutter instead of tricking with multiple side setups.
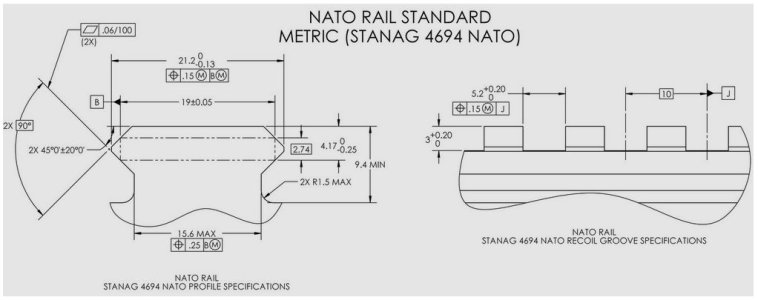
I need Picatinny/NATO specs on my parts.
Anybody have a good source to point me to? I would like to get a "made" cutter instead of tricking with multiple side setups.
I need Picatinny/NATO specs on my parts.


") it is a high precision for shooting and scoring target rings at longer ranges @ 100 and 150 meters.
it is a high precision for shooting and scoring target rings at longer ranges @ 100 and 150 meters.