darrin1200
Darrin
Not sure if this is the right place for this.
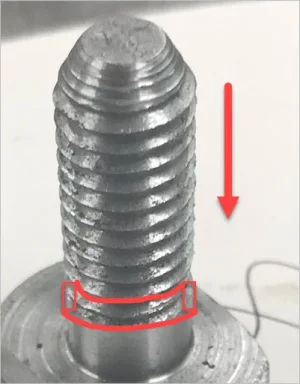
I needed a new lock down bolt for my cross-slide. I made it from a chunk of 7/8” mild steel. 3/8”x16 thread, with a T-head slightly curved to follow the rotation.
It’s the first time I have used my metal lathe to cut threads. It only took two try’s and I didn’t even crash it once.
My new veil sander worked great to shape the head.
It’s a little rough, but it works and I’m happy with it.

I needed a new lock down bolt for my cross-slide. I made it from a chunk of 7/8” mild steel. 3/8”x16 thread, with a T-head slightly curved to follow the rotation.
It’s the first time I have used my metal lathe to cut threads. It only took two try’s and I didn’t even crash it once.
My new veil sander worked great to shape the head.
It’s a little rough, but it works and I’m happy with it.
")