I need to make a MT2 taper and my taper attachment is already setup for MT3 (or so I think the increments on the attachment are pretty course).
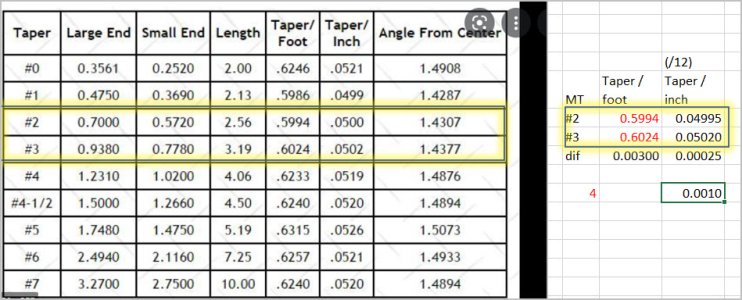
According to this chart https://littlemachineshop.com/reference/tapers.php there isn't a heck of a lot of difference between MT3 and MT2 apart from the diameters and length of the taper.
Will my current setup suffice for making a MT2 taper?
Thanks,
Craig
According to this chart https://littlemachineshop.com/reference/tapers.php there isn't a heck of a lot of difference between MT3 and MT2 apart from the diameters and length of the taper.
Will my current setup suffice for making a MT2 taper?
Thanks,
Craig


 Still to do is turn the end down to 3/4" or 1/2" then I can center the whole shebang under the spindle. Need to find four 5/16-18 X 2"(1-7/8 actually) SHCSs as well.
Still to do is turn the end down to 3/4" or 1/2" then I can center the whole shebang under the spindle. Need to find four 5/16-18 X 2"(1-7/8 actually) SHCSs as well.")