When I bought my Ferro mill I needed a larger vise than the 4" one I was using on my PM932 mill. You can spend a crazy amount of money for a high end vise and I really wanted a good quality one but that was just out of reach with my budget. I bought the 4" vise at KMS tools and it was pretty good with less than .002" difference in height from end to end and side to side, the jaws were nice and level and parallel. Pretty impressive for a Chinese vise so I bought the same model in a 6" one from KMS for the larger mill. It looked pretty good in the box and the fit and finish looked OK when I got it onto the bench. I made sure the head on the Ferro mill was trammed as well as possible.
http://canadianhobbymetalworkers.com/threads/my-30-years-old-mill-is-still-pretty-straight.144/
I checked the bottom of the vise on my surface plate and fixed a couple of divots and high spots with a stone. Then I removed the fixed and moveable jaws and mounted it on the mill table and used an indicator the check the body of the vise for flatness in both directions. What I found was disappointing. It has .007" difference in height from side to side and .0095" from end to end. I milled the top of the body flat with a fly-cutter then mounted the jaws back on it and found that the fixed jaw was ,025" higher than the movable one and top of both jaws were not parallel with the table so I milled those flat also. I used a 2" indexable end mill on the cast iron parts of the jaws and a 1/2" carbide end mill on the hardened steel jaws. I had to machine a total of .010" from the body but that has no effect on the operation of the vise. It is now flat and level in both X and Y directions within .0005". Time will tell if it stays that way. Here some pics of the process I used.





http://canadianhobbymetalworkers.com/threads/my-30-years-old-mill-is-still-pretty-straight.144/
I checked the bottom of the vise on my surface plate and fixed a couple of divots and high spots with a stone. Then I removed the fixed and moveable jaws and mounted it on the mill table and used an indicator the check the body of the vise for flatness in both directions. What I found was disappointing. It has .007" difference in height from side to side and .0095" from end to end. I milled the top of the body flat with a fly-cutter then mounted the jaws back on it and found that the fixed jaw was ,025" higher than the movable one and top of both jaws were not parallel with the table so I milled those flat also. I used a 2" indexable end mill on the cast iron parts of the jaws and a 1/2" carbide end mill on the hardened steel jaws. I had to machine a total of .010" from the body but that has no effect on the operation of the vise. It is now flat and level in both X and Y directions within .0005". Time will tell if it stays that way. Here some pics of the process I used.
 I recently picked up a couple of VERY large milling vises off of Kijiji just because they were so cheap I figure I can flip them. I'm going to look into putting them on eBay (never sold anything on eBay before) as-is for a "Buy it now" price and if they don't sell before I find time to fix them up then I'll re-machine and paint them and give it another go.
I recently picked up a couple of VERY large milling vises off of Kijiji just because they were so cheap I figure I can flip them. I'm going to look into putting them on eBay (never sold anything on eBay before) as-is for a "Buy it now" price and if they don't sell before I find time to fix them up then I'll re-machine and paint them and give it another go.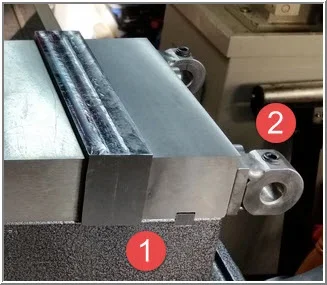
") After watching the vid I replicated test on my Bison. I was pleasantly surprised. But if I had not stumbled on it at high price discount, not sure I would have spent the money on the Bison. And if I need parts for it one day, might be SOL. Vises are dang spendy. I hope it lives with me for a long, long time.
After watching the vid I replicated test on my Bison. I was pleasantly surprised. But if I had not stumbled on it at high price discount, not sure I would have spent the money on the Bison. And if I need parts for it one day, might be SOL. Vises are dang spendy. I hope it lives with me for a long, long time.