Hi,
My mill has a fairly short ability to lower the table. It goes way up high in the air but for dropping the table it does not go down all that low. This is partly because there is a lot of extra metal to allow the table to swivel. This is a problem when drilling. By the time I add a drill chuck and a drill there is very little clearance above the vise. Depending on the bit it might be 1/2".
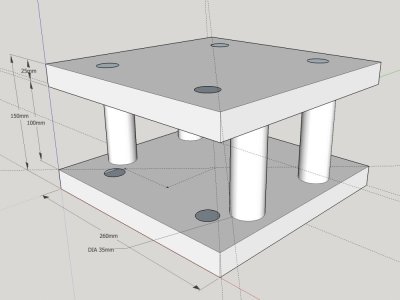
So I had this idea to lift the ram head up higher by making a riser block and installing it where the ram swivels. See pictures.
First is riser block design. 1" plates with welded on 35mm diameter solid stock columns.
Second picture - The mill with the ram head removed - so the riser block would go on top of this.
Third picture - The mill from the side showing the ram head.
Anybody ever done this sort of thing? Would this work? I could buy shorter drill bits - spendy. The table can't go any lower either as the dovetail ends. I could give up on vertical drilling and just use the horizontal but that's not especially convenient. The Z table adjustment is not automated either.
Anybody got some 1" plate to make two 10" by 10" plates I could buy trade etc?
Thanks everyone
My mill has a fairly short ability to lower the table. It goes way up high in the air but for dropping the table it does not go down all that low. This is partly because there is a lot of extra metal to allow the table to swivel. This is a problem when drilling. By the time I add a drill chuck and a drill there is very little clearance above the vise. Depending on the bit it might be 1/2".
So I had this idea to lift the ram head up higher by making a riser block and installing it where the ram swivels. See pictures.
First is riser block design. 1" plates with welded on 35mm diameter solid stock columns.
Second picture - The mill with the ram head removed - so the riser block would go on top of this.
Third picture - The mill from the side showing the ram head.
Anybody ever done this sort of thing? Would this work? I could buy shorter drill bits - spendy. The table can't go any lower either as the dovetail ends. I could give up on vertical drilling and just use the horizontal but that's not especially convenient. The Z table adjustment is not automated either.
Anybody got some 1" plate to make two 10" by 10" plates I could buy trade etc?
Thanks everyone
Attachments


Last edited:



















