This is a more appropriate place to continue the thread that started out asking about coil springs.
https://canadianhobbymetalworkers.com/threads/coil-springs.3876/page-2#post-51519
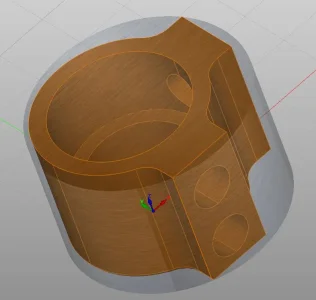
Finally got around to casting the patterns today.
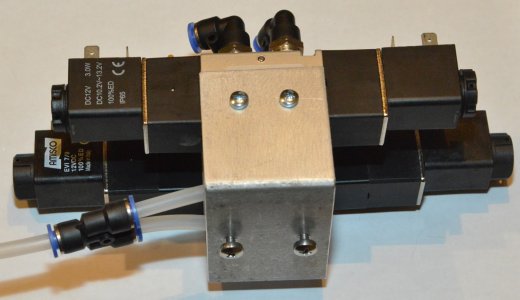
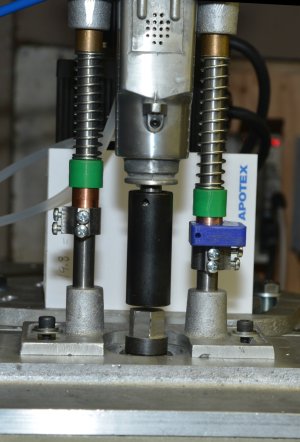
Also since it appears that my AliExpress ordered pneumatic valves have been cancelled by the sender (waiting for credit now) I bit the bullet and went over to Princess Auto and picked up the 5 way 2 position valve to run the cylinder as I've not been able to get it to move while sharing air with the butterly impact wrench.
PA 5 Way 2 Position
The down side is it's truly binary in that when one coil is energized the valve moves over and stays there as does then the cylinder. The other coil has to be energized to move it in the other direction. So the coils don't need to have power continuously. But it needs two outputs.
https://canadianhobbymetalworkers.com/threads/coil-springs.3876/page-2#post-51519
Finally got around to casting the patterns today.
Also since it appears that my AliExpress ordered pneumatic valves have been cancelled by the sender (waiting for credit now) I bit the bullet and went over to Princess Auto and picked up the 5 way 2 position valve to run the cylinder as I've not been able to get it to move while sharing air with the butterly impact wrench.
PA 5 Way 2 Position
The down side is it's truly binary in that when one coil is energized the valve moves over and stays there as does then the cylinder. The other coil has to be energized to move it in the other direction. So the coils don't need to have power continuously. But it needs two outputs.