I thought I made a prior typo error, but now that I input the exact same (custom) metric thread into 3 different web calculators I've bookmarked, I see they are giving me slightly different answers.
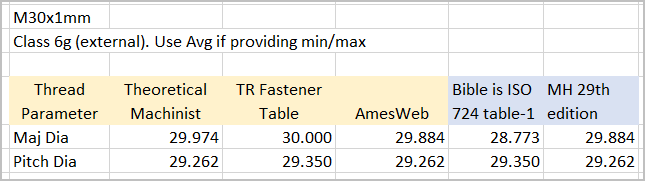
Has anyone had this same issue? For example M30 x 1 6g (external) just comparing major diameter & pitch diameter to spot check. If the calculator provides a min/max I averaged the two just for spot check

 theoreticalmachinist.com
theoreticalmachinist.com
Has anyone had this same issue? For example M30 x 1 6g (external) just comparing major diameter & pitch diameter to spot check. If the calculator provides a min/max I averaged the two just for spot check
Metric screw thread: M Profile calculator
Metric Thread Calculator
Calculate external and internal metric thread dimensions including major diameter, minor diameter, pitch diameter and thread tolerance according to ISO 724 and ISO 965 standards.
amesweb.info