Nice work whatever they are, LOL. Maybe I asked you this already but on your regular V thread inserts, are you modifying point to suit the larger sizes? I noticed when I was drawing them in CAD using Machineries Handbook root calculation, they are surprisingly wide. I know they categorize the inserts by pitch range which should ?be the average or the minimum? But I am guilty of using a generic sharpy for bigger threads & they would have quite a pointed root. I know you mentioned the other style of insert you like which terminates on the OD or something. Maybe that was the buttress thread project. My memory is great, just very short span haha
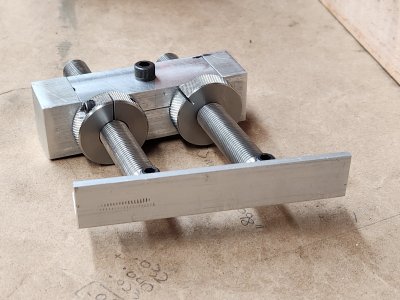
View attachment 49336