DPittman
Ultra Member
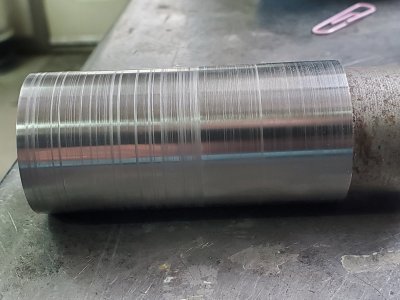
Is it even possible that steel could vary so much in composition that it would cause such inconsistencies in finish? This is a chunk of unknown 1.5 diameter round. I tried various cutting tools and angles and speeds and although there was some better than others the finish was inconsistent with all of them. The tool seems to cut in some areas better than others. This is a a sanded finish in the picture.