I always strive to improve on my techniques, either doing better or getting faster, or both if possible.
Here is the scenario.
When cutting a thread with the lathe, we have to engage our half-nuts so the carriage locks onto the lead screw and away we go until we disengage the half-nuts.
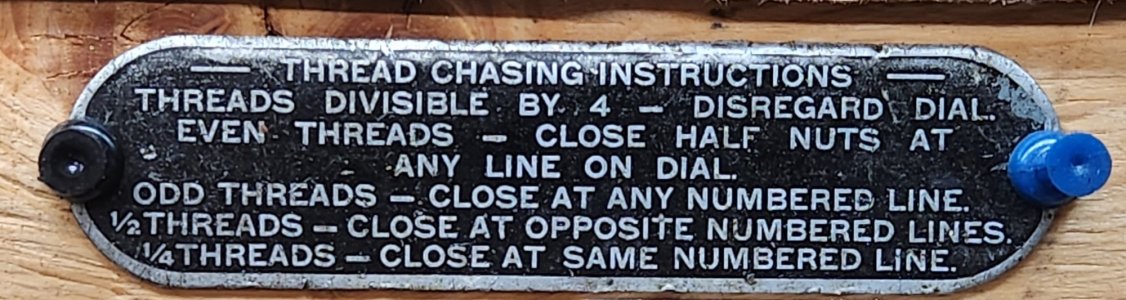
Depending on the thread pitch we want to cut determines at which mark on the thread chasing dial we have to engage. (See 2nd picture).
Now supposing we're going to cut a 16tpi thread. According to my lathe, I can engage the half-nuts at any line on the dial, and infact I can even engage between marks.
Now, this is an old lathe and the steel lead screw has some wear, and so does the bronze worm gear of the half-nut mechanism which meshes with the lead screw.
When cutting our 16tpi thread, would we get the most accurate thread profile and pitch if we always engaged on the same line? Or if we use the other marks as well, to average out the minor discrepancies from the wear of the lead screw and worm gear?
I know it really doesn't matter in practice, but in theory?
Here is the scenario.
When cutting a thread with the lathe, we have to engage our half-nuts so the carriage locks onto the lead screw and away we go until we disengage the half-nuts.
Depending on the thread pitch we want to cut determines at which mark on the thread chasing dial we have to engage. (See 2nd picture).
Now supposing we're going to cut a 16tpi thread. According to my lathe, I can engage the half-nuts at any line on the dial, and infact I can even engage between marks.
Now, this is an old lathe and the steel lead screw has some wear, and so does the bronze worm gear of the half-nut mechanism which meshes with the lead screw.
When cutting our 16tpi thread, would we get the most accurate thread profile and pitch if we always engaged on the same line? Or if we use the other marks as well, to average out the minor discrepancies from the wear of the lead screw and worm gear?
I know it really doesn't matter in practice, but in theory?




")