Matt-Aburg
Ultra Member
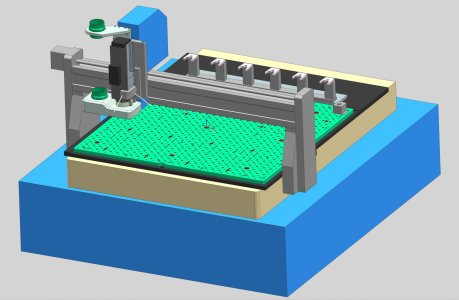
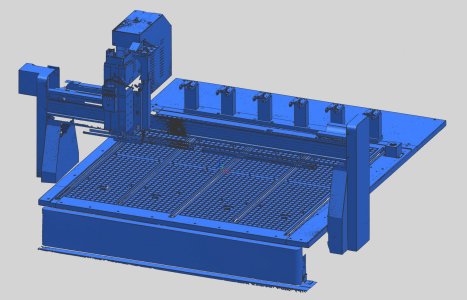
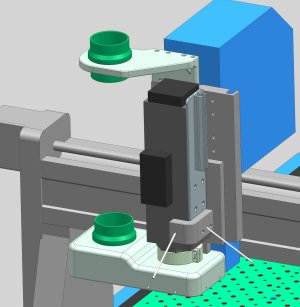
Last year I decided to purchase a highly customized 4 x 4 CNC router. This router comes for Cancam in Bowmanville. I ordered it very customized with a 5.5 Kw 6 hp motor, 6 tool changer with ISO 30 taper. Also, custom was the 12-inch gantry height. My intention is to run Aluminum and plastic mainly. Not much beaver work going on that machine. I chose the upgraded spindle because of the native high RPM's. 14000 is peak 6 HP. For example, then 1000 rpm is 0.428. Horsepower is proportionate. With a 2 HP motor, there is no way you could slow it down and still be able to drill 5/16 holes in aluminum. The Router comes standard with supposed PVC table, 8 pods for 4 vacuum zones. Hindsight, I would not have bothered to have this vacuum system as I have covered it with a BIG plate. Total travel of the machine is 57 x 54. The machine has a Masso controller. I am almost done Manufacuring the fixture plate now. See specs below.
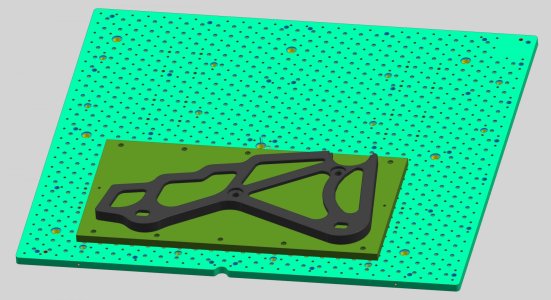
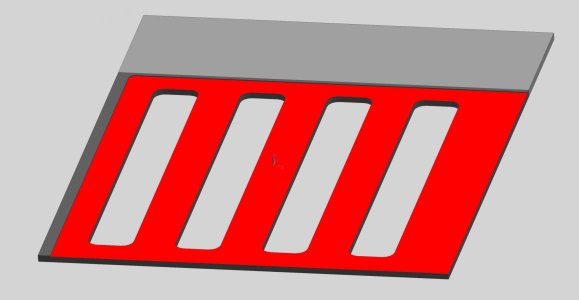
Plate is 56 X 52 X 1.000 MIC6. There are about 675 3/8-16 holes through, and 675 3/8 reamed holes with a 0.56 C-bore 0.18 deep. The C-bores are for 3D printed plugs to keep debris from going in the holes. I made sacrificial plugs for all the reamed holes. Also on the table are 18 0.625 reamed holes and 36 1/2-13 holes for up to 8 Kurt vices (DX6). Besides this there are 36 C-bored holes for 3/8-16 SHCS to attach the plate to the table. There are also 9 1.000 diameter hole for pickup, with the center hole being absolute zero. The 0.625 and 1.000 holes will also have sacrificial plugs to keep debris and water from penetrating. I am also putting in plastic setscrews in all threaded holes to keep it clean.
Below, are some starter photos. Raw plate, plate being tapped. (Note, I thread milled all threaded holes to plus 0.005/ side and finish tapped them). (3-day ordeal to tap all the holes.) Anyway, the plate is on machine, I have also made other customizations to this machine which I will show in following posts.
Plate is 56 X 52 X 1.000 MIC6. There are about 675 3/8-16 holes through, and 675 3/8 reamed holes with a 0.56 C-bore 0.18 deep. The C-bores are for 3D printed plugs to keep debris from going in the holes. I made sacrificial plugs for all the reamed holes. Also on the table are 18 0.625 reamed holes and 36 1/2-13 holes for up to 8 Kurt vices (DX6). Besides this there are 36 C-bored holes for 3/8-16 SHCS to attach the plate to the table. There are also 9 1.000 diameter hole for pickup, with the center hole being absolute zero. The 0.625 and 1.000 holes will also have sacrificial plugs to keep debris and water from penetrating. I am also putting in plastic setscrews in all threaded holes to keep it clean.
Below, are some starter photos. Raw plate, plate being tapped. (Note, I thread milled all threaded holes to plus 0.005/ side and finish tapped them). (3-day ordeal to tap all the holes.) Anyway, the plate is on machine, I have also made other customizations to this machine which I will show in following posts.
Attachments




Last edited: