Well we seem to have lost some content due to the server crash. The ones I’ve noticed we had a ELS thread, a C0636 & other 14x40 lathe thread and this thread to get going again.
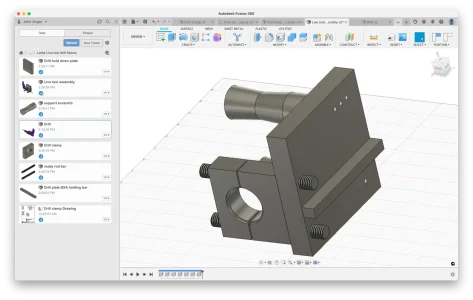
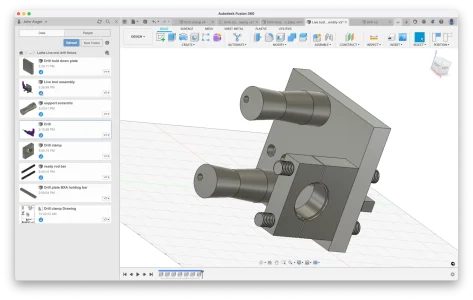
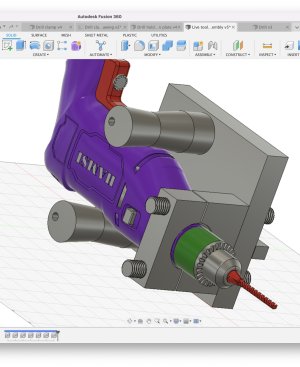
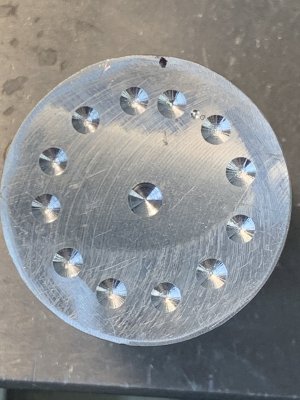
I’m working a drill fixture for lathes to allow holes offset from the Center axis. Pics….
I’m working a drill fixture for lathes to allow holes offset from the Center axis. Pics….