I recently purchased an Accusize D1-5 backing plate to install on a new 6" 4-jaw chuck, which I haven't bought yet.
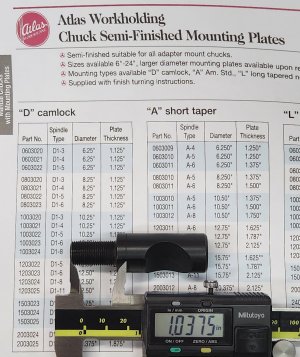
This backing plate is 1.820" thick, not including the 1/8" flange.
Checking online for other manufacturers dimensions for comparison:
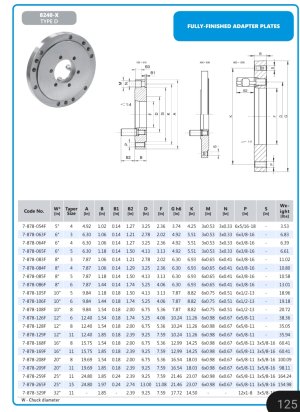
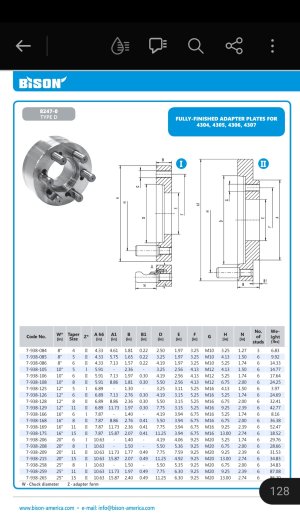
Bison: 1.350"
Atlas: 1.125"
Is there any reason I need to keep it so thick? Should I use it as is, or face it down to Atlas or Bison dimensions?
Maybe the Accusize plate was designed for Set-Thru style chucks?
This backing plate is 1.820" thick, not including the 1/8" flange.
Checking online for other manufacturers dimensions for comparison:
Bison: 1.350"
Atlas: 1.125"
Is there any reason I need to keep it so thick? Should I use it as is, or face it down to Atlas or Bison dimensions?
Maybe the Accusize plate was designed for Set-Thru style chucks?