I made some tee nuts for my cross slide for another project. This gave me the idea to make a better, more universal holder for my 0.0001"dial indicator so I can see finer increments than the DRO resolution. I could have extended the holder section a bit more but I tried to keep it compact & rigid, close to the table edge as possible. I can angle the dial at 45-deg which is good enough to see. I can flip the indicator in either direction or add plunger extensions so I think I can reach most any situation. My other clamp was kind of limited & more finicky.
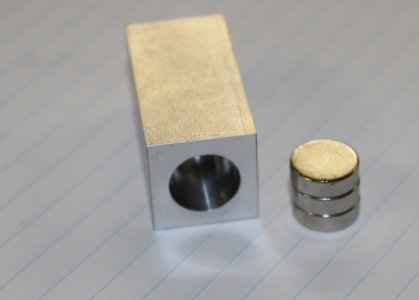
I made a magnetic stop post from aluminum using three 12mm x 4mm neodymium magnets epoxied in a milled hole. It sticks OK but I wish it had more power. Cast iron isn't super magnetic to begin with. I can kind of fit a mag base on there but its a bit clunky. I can make a bar that ties into a plate on the rear of the machine, but the plate is used to hold my DRO encoder so I don't feel like taking it apart unless I'm sure.
I made a magnetic stop post from aluminum using three 12mm x 4mm neodymium magnets epoxied in a milled hole. It sticks OK but I wish it had more power. Cast iron isn't super magnetic to begin with. I can kind of fit a mag base on there but its a bit clunky. I can make a bar that ties into a plate on the rear of the machine, but the plate is used to hold my DRO encoder so I don't feel like taking it apart unless I'm sure.
Attachments





Last edited: