-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Creative way to use lathe to fix surface grinder
- Thread starter justin1
- Start date
I spose ye depending were the error is it could be magnified over the length of the grinding arm. I guess if the bed was perfect in the millionths you could get thenths resultsLOL so now they have a grinder with 3x the errors of the lathe bed. Maybe better than it was though. Definitely out of the box thinking.
Been watching hand full of these 3rd world rebuild videos and got to say I'm still impressed. Depending on what tolerances your looking for I think you could get some good results if you have the proper measuring equipment and known good surface to work off of.
Using lathe to repair Saddle ways. Not new concept milling or grinding with lathe just interesting
And I've seen few videos of on machine bed grinding which I think I may try on big worn out lathe I have but I have to find 2 good surfaces to work off to make it viable. But I think I'll wait till I've found nice set of master levels before trying it. Or autocollimeter
")
On the first video above, they are referencing off the unworn sections of the bed, which is good,....but they are also using rollers on an unground , possibly evem unmachined surface between the ways. I don't see how you could have an accurate machine in the end. Even worse would be if that lathe was then used to repair a grinder down the road. Interesting methods nonetheless.
Opps the first video was spose to be of them using the lathe like a milling machine.
Ye I would be keen to do it same way but after measuring to verify acceptable tolerances and filling any imperfections with epoxy or moglice and using precision stone to correct the epoxy and any dings so then you have no lump/bumps on top of the V ways if there in good condition should be as accurate as lathe was ground in factory. Sorta maybe? If the tops of V ways were ground some makers do some leave rough finished
Would also protect the bearings from dust with some kind of wiper and cover so no grit messes with grind.
I think you could grind the ways to match the accuracy of your reference surfaces. which if the lathe is worn out .07-.09" in first 2 feet (in my case) I can only see an improvement if reference surface is only worn couple thou lol.
On the first video above, they are referencing off the unworn sections of the bed, which is good,....but they are also using rollers on an unground , possibly evem unmachined surface between the ways. I don't see how you could have an accurate machine in the end. Even worse would be if that lathe was then used to repair a grinder down the road. Interesting methods nonetheless.
Ye I would be keen to do it same way but after measuring to verify acceptable tolerances and filling any imperfections with epoxy or moglice and using precision stone to correct the epoxy and any dings so then you have no lump/bumps on top of the V ways if there in good condition should be as accurate as lathe was ground in factory. Sorta maybe? If the tops of V ways were ground some makers do some leave rough finished
Would also protect the bearings from dust with some kind of wiper and cover so no grit messes with grind.
I think you could grind the ways to match the accuracy of your reference surfaces. which if the lathe is worn out .07-.09" in first 2 feet (in my case) I can only see an improvement if reference surface is only worn couple thou lol.
Last edited:
Steve Watkins on youtube is preparing to grind a badly worn 10ee by using a jig based on reference straight edges. Should be interesting.
I'd think bridging the worn areas with a long, very precise and stout parallel would be the way to go in the case of a lathe, given no better alternatives. I think if a guy was careful and patient, you probably wouldn't make it worse.
I'd think bridging the worn areas with a long, very precise and stout parallel would be the way to go in the case of a lathe, given no better alternatives. I think if a guy was careful and patient, you probably wouldn't make it worse.
Interesting I will have to check that out as I did think building somthing external but you would still have to use adequate precision measuring equipment on top of the of large material cost. for a small lathe probly worth while but for 16' lathe probly not cost effective. Probly break even with bringing to Edmonton to Stan to have reground if they would even be interested in just regrinding the bed and not doing the full rebuild.Steve Watkins on youtube is preparing to grind a badly worn 10ee by using a jig based on reference straight edges. Should be interesting.
I'd think bridging the worn areas with a long, very precise and stout parallel would be the way to go in the case of a lathe, given no better alternatives. I think if a guy was careful and patient, you probably wouldn't make it worse.
We're if you used the lathe bed it's self your cost goes down a lot just hand full of supplies but the measuring equipment cost stays the same.
And you get to keep the measuring tools after your done and either get better lathe or enough scrap cast iron to make good selection of straight edges for another attempt at lathe restoration.
.
This stuff has some entertainment value. And may make sense for some guy in India trying to get his business running, no access to a slideway grinder and no money for it if he did. His objective may be to take something that is a complete pig and make it somewhat usable for rough work. Because that imo is what you are going end up with.
Applicability here? For us, or at least for me, the enormous amount of time a reconditioning takes (don't forget, after the bed grind, you have to scrape everything into alignment on the new bed) only makes sense when it's some best of breed lathe taken to factory new condition. Wouldn't be worth it to go from completely sucks to kinda sucks. No right and wrong, just the importance of fully understanding what effort it will take and what the results will be.
Flat and straight is expensive. If you want to guide a sled you need three surfaces to constrain it. You can't work off the existing bed, its worn and not long enough. Acquiring three 5' + surfaces to do say a 10ee that are rigid, accurate and long enough (e.g. like 60" camel backs) would cost several times what a bed grind would. Plus the time and precision grinding spindle. Kind of like making your own slideway grinder - to the level of accuracy required, that would seem to be in the "good luck" category, imo.
I've done three lathe beds. While not difficult, its not trivial and even the metrology and references needed to get one surface flat (let along three to guide a sled) is not cheap or easy to come by. For a hardened bed, no brainer imo, they go to a qualified grinder like Rauce did (where is Rauce these days?). The late Harry Beckley, a brilliant practitioner at this stuff, scraped a hardened 10ee bed (great account of at on PM) but frankly I don't know how he did it. Even with a perfectly lapped carbide blade its hard to get it to bite. It can be done, Harry proved it, so can originating flatness from three plates .....but I'm not doing it
What I do find interesting is this idea of spot grinding - i.e. for hardened ways using a die grinder instead of a scraper. It won't work imo unless the DOC can be carefully controlled (and kept to a tenth or less for finish work) but I'm thinking that isn't impossible if you can control rpm and obviously grit size. Its still the same method as scraping, comparing to reference and building up the geometry one surface at a time. This approach, and figuring out the DOC control might hold lots of promise for hardened beds.
Just some thoughts on it.
This stuff has some entertainment value. And may make sense for some guy in India trying to get his business running, no access to a slideway grinder and no money for it if he did. His objective may be to take something that is a complete pig and make it somewhat usable for rough work. Because that imo is what you are going end up with.
Applicability here? For us, or at least for me, the enormous amount of time a reconditioning takes (don't forget, after the bed grind, you have to scrape everything into alignment on the new bed) only makes sense when it's some best of breed lathe taken to factory new condition. Wouldn't be worth it to go from completely sucks to kinda sucks. No right and wrong, just the importance of fully understanding what effort it will take and what the results will be.
Flat and straight is expensive. If you want to guide a sled you need three surfaces to constrain it. You can't work off the existing bed, its worn and not long enough. Acquiring three 5' + surfaces to do say a 10ee that are rigid, accurate and long enough (e.g. like 60" camel backs) would cost several times what a bed grind would. Plus the time and precision grinding spindle. Kind of like making your own slideway grinder - to the level of accuracy required, that would seem to be in the "good luck" category, imo.
I've done three lathe beds. While not difficult, its not trivial and even the metrology and references needed to get one surface flat (let along three to guide a sled) is not cheap or easy to come by. For a hardened bed, no brainer imo, they go to a qualified grinder like Rauce did (where is Rauce these days?). The late Harry Beckley, a brilliant practitioner at this stuff, scraped a hardened 10ee bed (great account of at on PM) but frankly I don't know how he did it. Even with a perfectly lapped carbide blade its hard to get it to bite. It can be done, Harry proved it, so can originating flatness from three plates .....but I'm not doing it
What I do find interesting is this idea of spot grinding - i.e. for hardened ways using a die grinder instead of a scraper. It won't work imo unless the DOC can be carefully controlled (and kept to a tenth or less for finish work) but I'm thinking that isn't impossible if you can control rpm and obviously grit size. Its still the same method as scraping, comparing to reference and building up the geometry one surface at a time. This approach, and figuring out the DOC control might hold lots of promise for hardened beds.
Just some thoughts on it.
Last edited:
Ive done three lathe beds. While not difficult, its not trivial and even the metrology and references needed to get one surface flat (let along three to guide a sled)
Ye that would be the hardest part is getting the 3 references aligned. And if memory serves me correctly most lathes beds aren't ground on the sides. So that would make things interesting.
Still seems easier to build separate frame out of channel and build if off lathe bed to minimize external factors. Then is matter of aligning with lathe bed and verifying parallel and flat.
But also building light enough not distort lathe bed once removed.
The other way maybe a guy gets bunch of linear rail track and drill some small bolt holes to bolt track to side of lathe bed then pour epoxy to stabilize track once aligned and verified straight. Then can build gantry off that but imagine could only grind few tenths at a time before succumbing to chatter.
Still tossing up ideas to turn sows ears into silk purse. Still thinking of just cutting worn section out of the lathe and bolting good section back to head then I can some material for few smaller camelbacks and a shorter lathe that's not worn out?
I think it's interesting as well. I think DOC can be better controlled with various grits of diamond zip cuts that have good flexibility. I think the rpm isn't as important as slower you go it turns into dragging grit across the surface vs cutting so maybe some adjustment at high end of rpm to find sweet spot maybe all that's necessary. But I think most of the control would come from muscle memory after developing some form of technique that produces desired doc consistently but just flicking your wrest seems to work well.I do find interesting is this idea of spot grinding - i.e. for hardened ways using a die grinder instead of a scraper. It won't work imo unless the DOC can be carefully controlled (and kept to a tenth or less for finish work) but I'm thinking that isn't impossible if you can control rpm and obviously grit size. Its still the same method as scraping, comparing to reference and building up the geometry one surface at a time. This approach, and figuring out the DOC control might hold lots of promise for hardened beds.
Still seems easier to build separate frame out of channel and build if off lathe bed to minimize external factors. Then is matter of aligning with lathe bed and verifying parallel and flat.
But also building light enough not distort lathe bed once removed.
The other way maybe a guy gets bunch of linear rail track and drill some small bolt holes to bolt track to side of lathe bed then pour epoxy to stabilize track once aligned and verified straight. Then can build gantry off that but imagine could only grind few tenths at a time before succumbing to chatter.
The missing part is, how do you achieve flatness/straightness? linear rails aren't flat, they rely on what they are bolted to. One 60" straight edge costs thousands because it is so challenging to get something straight/flat enough.
For shorting the lathe rough design of thoughts lol. Basically bolt 2 plate to both pieces of lathe after squaring off the ends and scraping back of plate to front of lathe so get good bearing then Installing bunch of small fasteners to join the two and red loctite those in. Then once both sides of lathe are aligned and leveling and all that fun stuff and some dry runs on test bar to confirm all is good. Lightly tighten the Main bolts between the 2 slice plates just so they aren't lose and leaving 1/4 gap between the 2 plates to pour high compression epoxy inbetween and let set then do a final torque to compress the epoxy and permanently stabilize the lathe into one piece again more or less. Should make the lathe like new after shorting the acme rods and other rods.
Attachments
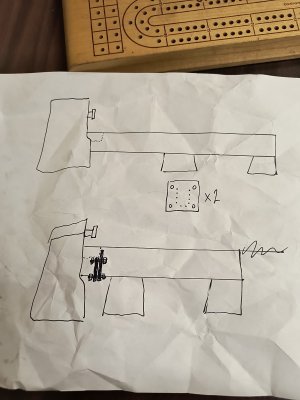
Shiming the linear rails off the thing there bolted off then stabilizing with epoxy best guess. I don't think building a frame or linear rails are good way to go not cost effective and too many outside factors to control.The missing part is, how do you achieve flatness/straightness? linear rails aren't flat, they rely on what they are bolted to. One 60" straight edge costs thousands because it is so challenging to get something straight/flat enough.
And seen some of the large used camelback in states sell for fairly reasonable prices but one would have to drive and get them as shipping would kill it. The 36"/48" ones used seem to be worth same as the larger ones to some extent. Supply and demand maybe.
Still think autocollimeter would be needed to make any of these ideas work on-top of straight edges to fine tune and few other bits and goodies on-top of all that lol.