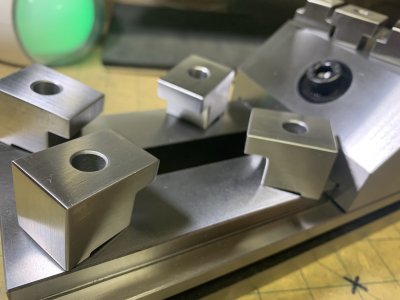
This small CRS cutter was case hardened in "Cherry Red" compound and pickled, leaving a clean finish without the emery paper.
The brew: 2oz table salt, 1 cup white household vinegar, 1 tablespoon Muriatic acid (HCl 37%)
CRS cutter rough machined
Heat evenly to cherry red 1400F
Dip in "Cherry Red"
Make certain the area to be hardened is completely covered and reheat to cherry red 1400F
Hold this temperature for at least 2 minutes. Longer = Deeper case.
Quench in cold water. Quenching removes the crust.
Temper at 400-500F for 2 minutes
Cool completely. Pickle in the brew, agitating frequently. 2nd image is after 1 minute soak.
After 5 minutes, lightly brush with a wire brush. Hardened, cleaned and ready for the diamond wheel.
The whole job took 1 hour and 15 minutes. Quicker than Amazon or a trip to the tool store.
")
Don