calgaryguy
Chris
My recently acquired Utilathe 9" came with an unused/NiB HHIP AXA toolpost. I should have the T-nut machined to fit my compound by Friday.
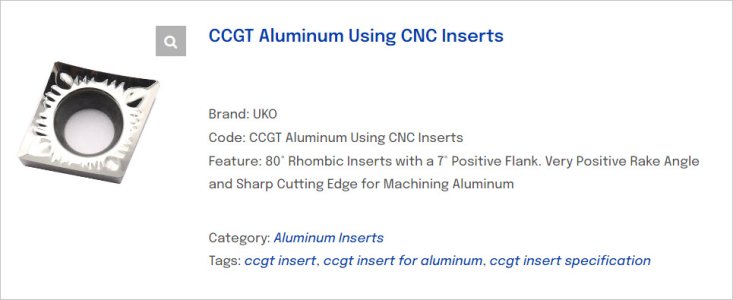
I'm starting to look at adding some carbide insert tool holders. Any suggestions on a not-cheap-but-not-kennametal option for a starter 'set' of insert holders?
Also, what brand inserts to buy and from whom?
I'm starting to look at adding some carbide insert tool holders. Any suggestions on a not-cheap-but-not-kennametal option for a starter 'set' of insert holders?
Also, what brand inserts to buy and from whom?


")