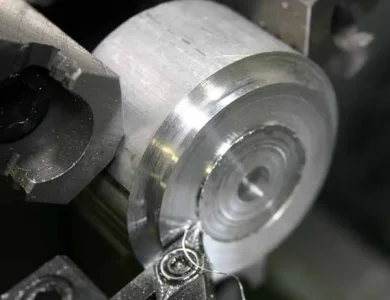
This isn't my idea. I've seen it employed on other forums, particularly Clickspring on YouTube. Basically you machine a holder fixture or face in-situ so its running perfectly true. Then use CA glue (cyanoacrylate aka Crazy Glue) to attach a part to the fixture. Do the machining to the part. Then remove & heat the assembly past the glue's rating & with a light tap-tap, off she comes. Any excess glue easily comes off with acetone. Very handy when parts are thin, fiddly to otherwise difficult to hold. My heat source was a propane torch. I didn't measure temp but maybe 5-10 secs. I found this worked better than a heat gun but my gun is kind of gutless.
IMO this technique is OK for relatively light cutting, fine feeds & ideally not interrupted. If the surface area is too small or you get too aggressive, it might go bye-bye. I use CA a lot for other hobbies. I like medium or thick viscosity in this application. Clean surfaces well with acetone or methanol, apply the glue, align & I like 'kicker' (accelerant) to help lock it down because curing can be delayed with metals,
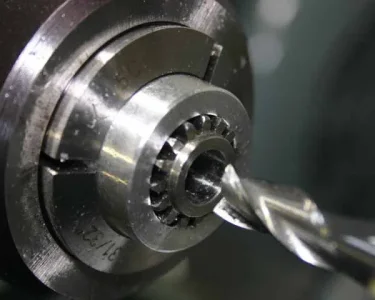
I've also seen hardware store 5-min epoxy used. It is thicker so you might have to factor that in. But in certain applications teh fillet can add rigidity. I'm going to try taht next. My examples are an aluminum washer & second operations to a steel gear.
IMO this technique is OK for relatively light cutting, fine feeds & ideally not interrupted. If the surface area is too small or you get too aggressive, it might go bye-bye. I use CA a lot for other hobbies. I like medium or thick viscosity in this application. Clean surfaces well with acetone or methanol, apply the glue, align & I like 'kicker' (accelerant) to help lock it down because curing can be delayed with metals,
I've also seen hardware store 5-min epoxy used. It is thicker so you might have to factor that in. But in certain applications teh fillet can add rigidity. I'm going to try taht next. My examples are an aluminum washer & second operations to a steel gear.