TorontoBuilder
Ultra Member
I have a project that will require broaching several parts with splines, so it is time to start modifying a tool holder to make a broaching tool(s)
I'll be making one motorized tool and one manual tool.
We have a second Dickson Tool Post Type S2T that I'd like to mount to an adapter along with a spare spin indexer that can then be mounted on the milling machine. So I'll be looking to make a cross slide or see if someone is selling lathe parts that can be adapted for this purpose.
I am copying many of the features I saw on a build by Make it extreme...
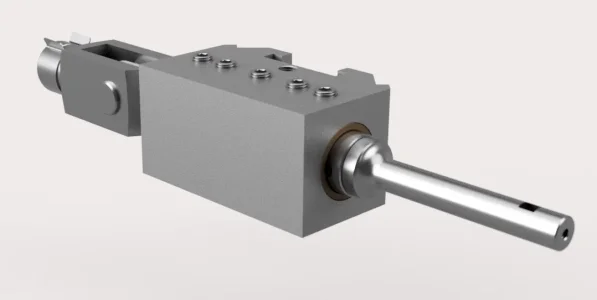
Taking an existing Dickson S2 plain bore toolholder with a 32mm bore, and inserting a bronze bushing with a 1" bore, and making a 1" shaft that will be bored on the end to accept insert type tool holders.
The slider shaft will have an alignment groove machined in it. Two screws with concave .125" radii milled on the bottom will trap two .25" ball bearings in the groove of the shaft so as to maintain the alignment of the shaft while under power regardless of any misalignment of the drive shaft. This will require the drilling and tapping of only one new hole in the mid-point of the tool holder in line with the four existing holes.


Bonus, I've been working to restore a friend's General 780 Jointer and 130 Planer, and designing a dining room table for my brother to make for his partner. She wanted a more rustic look.


I'll be making one motorized tool and one manual tool.
We have a second Dickson Tool Post Type S2T that I'd like to mount to an adapter along with a spare spin indexer that can then be mounted on the milling machine. So I'll be looking to make a cross slide or see if someone is selling lathe parts that can be adapted for this purpose.
I am copying many of the features I saw on a build by Make it extreme...
Taking an existing Dickson S2 plain bore toolholder with a 32mm bore, and inserting a bronze bushing with a 1" bore, and making a 1" shaft that will be bored on the end to accept insert type tool holders.
The slider shaft will have an alignment groove machined in it. Two screws with concave .125" radii milled on the bottom will trap two .25" ball bearings in the groove of the shaft so as to maintain the alignment of the shaft while under power regardless of any misalignment of the drive shaft. This will require the drilling and tapping of only one new hole in the mid-point of the tool holder in line with the four existing holes.
Bonus, I've been working to restore a friend's General 780 Jointer and 130 Planer, and designing a dining room table for my brother to make for his partner. She wanted a more rustic look.


 I've also been trying to find a right angle head to use on it to no avail so far. The universe seems not to want me to cut slots.
I've also been trying to find a right angle head to use on it to no avail so far. The universe seems not to want me to cut slots.

