I thoroughly enjoyed following @thestelster 's thread where he made 4 really cool balancing rings for his surface grinder.
Thread 'Surface Grinder Adapter Balancing Rings' https://canadianhobbymetalworkers.com/threads/surface-grinder-adapter-balancing-rings.8952/
But as I commented on his post, I don't have any flat lock like he did. Instead I have round bar the right size. That dictated a different approach to the job. So I thought I would share what I did and how I did it......
First off is the round bar. It had been used in a previous project.

Next up was mounting it in the 3-jaw. I was gunna cut enough off that truing it up in a 4jaw was not necessary. It would get trued automatically as it got turned. First I drilled it out to about 1 inch. Then I switched to a boring bar and bored it out till it fit the grinding wheel arbour.

Here it is finished boring to fit the arbour.

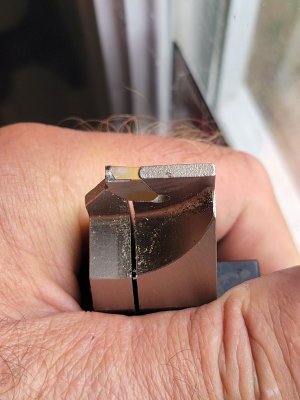
As @thestelster noted, cutting the inside radius was a bit finicky. But I have a handground chamfer form tool that I can use to fine tune to fit. This photo shows the chamfer and starting to cut the OD.

Thread 'Surface Grinder Adapter Balancing Rings' https://canadianhobbymetalworkers.com/threads/surface-grinder-adapter-balancing-rings.8952/
But as I commented on his post, I don't have any flat lock like he did. Instead I have round bar the right size. That dictated a different approach to the job. So I thought I would share what I did and how I did it......
First off is the round bar. It had been used in a previous project.
Next up was mounting it in the 3-jaw. I was gunna cut enough off that truing it up in a 4jaw was not necessary. It would get trued automatically as it got turned. First I drilled it out to about 1 inch. Then I switched to a boring bar and bored it out till it fit the grinding wheel arbour.
Here it is finished boring to fit the arbour.
As @thestelster noted, cutting the inside radius was a bit finicky. But I have a handground chamfer form tool that I can use to fine tune to fit. This photo shows the chamfer and starting to cut the OD.