little ol' e
Jus' a hobby guy
Using air, and coolant.
This is based on my experience as a Tool & Die maker moving into CNC from years ago. Some may be familiar with this company once you see the blocks I post. I was contracting myself out as Storm Tooling Inc at the time.
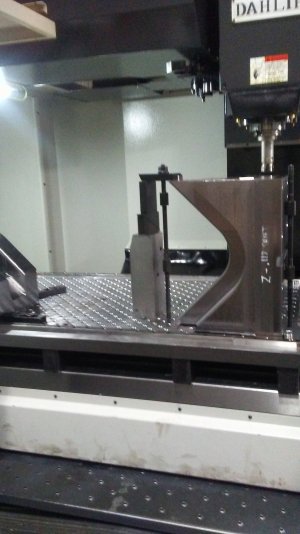
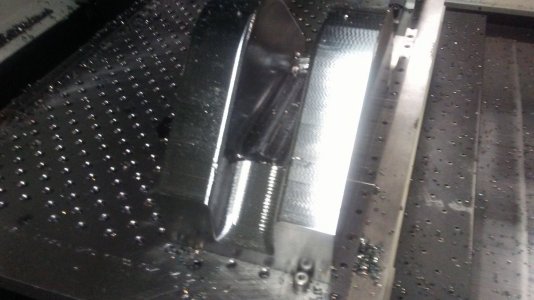
Forming dies for Mach Truck. Hand transfer gas tank strap forms. I always had a blast, but, I no longer build huge dies or machine big stuff for that matter these days haha.
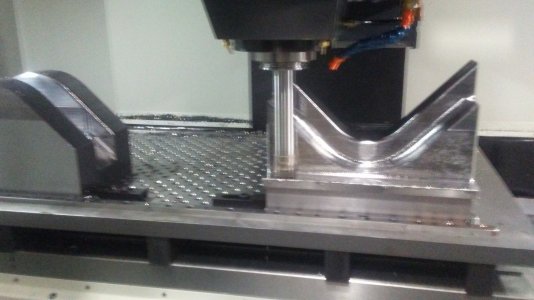
Machining with air and acculube.
Once everything was roughed out and semi finished, I would let the machine finish overnight and head out for a round of golf. The following day, I would flip things and finish drilling with coolant.
You can see why I only used coolant for drilling haha, really sucked blowing coolant out of all the 5/8 SHSS. Tapped the whole plate of PH4140 with 1 OSG (spiral) hy-pro tap at just over 30ipm. IIRC it took me about 2.5 hours just to tape the holes using rapid tap.
Times were good back in the day!!!
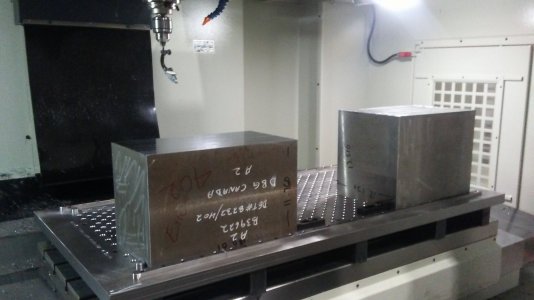
I made up a riser table for clamping and multiple block machining. You may be able to see where I engraved Storm Tooling on my riser plate. I ended up leaving it at the plant, made another 1 for my own purpose a couple years ago.
Has 5/8-11 tapped holes, Hardened keys front and back for toe clamping along with 4 dowels in each corner, 1" diameter which were saved as a template for G54, 55, 56, 57 . This way I just had to merge my blocks onto the template, move them to the corners which were all preset in the controller.
Let me see if I can post some pictures if anyone is interested.
This is based on my experience as a Tool & Die maker moving into CNC from years ago. Some may be familiar with this company once you see the blocks I post. I was contracting myself out as Storm Tooling Inc at the time.
Forming dies for Mach Truck. Hand transfer gas tank strap forms. I always had a blast, but, I no longer build huge dies or machine big stuff for that matter these days haha.
Machining with air and acculube.
Once everything was roughed out and semi finished, I would let the machine finish overnight and head out for a round of golf. The following day, I would flip things and finish drilling with coolant.
You can see why I only used coolant for drilling haha, really sucked blowing coolant out of all the 5/8 SHSS. Tapped the whole plate of PH4140 with 1 OSG (spiral) hy-pro tap at just over 30ipm. IIRC it took me about 2.5 hours just to tape the holes using rapid tap.
Times were good back in the day!!!
I made up a riser table for clamping and multiple block machining. You may be able to see where I engraved Storm Tooling on my riser plate. I ended up leaving it at the plant, made another 1 for my own purpose a couple years ago.
Has 5/8-11 tapped holes, Hardened keys front and back for toe clamping along with 4 dowels in each corner, 1" diameter which were saved as a template for G54, 55, 56, 57 . This way I just had to merge my blocks onto the template, move them to the corners which were all preset in the controller.
Let me see if I can post some pictures if anyone is interested.





")